



回流焊炉工作原理
时间:2020-09-26 10:06:46 来源:广晟德
回流焊炉是用来焊接SMT贴片元件到线路板上的SMT工艺中焊接生产设备。回流焊炉是靠炉膛内的热气流对刷好锡膏线路板焊点上的锡膏作用,使锡膏重新熔融成液态锡让SMT贴片元件与线路板焊接熔接在起,然后经过回流焊炉冷却形成焊点,胶状的锡膏在定的高温气流下进行物理反应达到SMT工艺的焊接效果。
回流焊炉原理
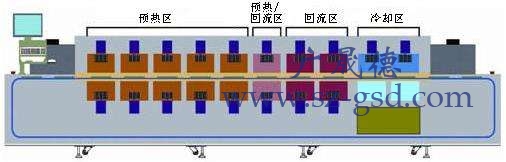
回流焊炉膛内的焊接分为四个作用过程,贴装好smt元件的线路板经过回流焊炉导轨的运输分别经过回流焊炉的预热区、保温区、焊接区、冷却区,经过回流焊炉这四个温区的作用后形成完整的焊接点。下面广晟德回流焊把回流焊炉这四个温区的原理给分别讲解下。
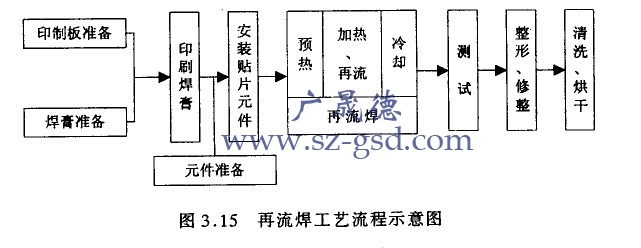
回流焊工作流程
回流焊炉预热区的工作原理:
预热是为了使焊膏活性化,及避免浸锡时进行急剧高温加热引起部品不良所进行的加热行为。该区域的目标是把室温的PCB尽快加热,但升温速率要控制在适当范围以内,如果过快,会产生热冲击,电路板和元件都可能受损,过慢,则溶剂挥发不充分,影响焊接质量。由于加热速度较快,在温区的后段回流焊炉膛内的温差较大。为防止热冲击对元件的损伤,般规定大升温速度为4℃/S,通常上升速率设定为1~3℃/S。
回流焊炉保温区的工作原理:
保温阶段的主要目的是使回流焊炉膛内各元件的温度趋于稳定,尽量减少温差。在这个区域里给予足够的时间使较大元件的温度赶上较小元件,并保证焊膏中的助焊剂得到充分挥发。到保温段结束,焊盘,焊料球及元件引脚上的氧化物在助焊剂的作用下被除去,整个电路板的温度也达到平衡。应注意的是SMA上所有元件在这段结束时应具有相同的温度,否则进入到回流段将会因为各部分温度不均产生各种不良焊接现象。
回流焊炉回流焊接区的工作原理:
当PCB进入回流区时,温度迅速上升使焊膏达到熔化状态。有铅焊膏63sn37pb的熔点是183℃,铅焊膏96.5Sn3Ag0.5Cu的熔点是217℃。在这区域里加热器的温度设置得高,使组件的温度快速上升值温度。再流焊曲线的值温度通常是由焊锡的熔点温度、组装基板和元件的耐热温度决定的。在回流段其焊接值温度视所用焊膏的不同而不同,般铅高温度在230~250℃,有铅在210~230℃。值温度过低易产生冷接点及润湿不够;过高则环氧树脂基板和塑胶部分焦化和脱层易发生,而且过量的共晶金属化合物将形成,并导致脆的焊接点,影响焊接强度。在回流焊接区要特别注意再流时间不要过长,以防对回流焊炉膛有损伤也可能会对电子元器件照成功能不良或造成线路板被烤焦等不良影响。
回流焊炉冷却区工作原理:
在此阶段,温度冷却到固相温度以下,使焊点凝固。冷却速率将对焊点的强度产生影响。冷却速率过慢,将导致过量共晶金属化合物产生,以及在焊接点处易发生大的晶粒结构,使焊接点强度变低,冷却区降温速率般在4℃/S左右,冷却75℃即可。
刷好锡膏贴装好smt贴片元件的线路板经过回流焊炉的导轨运输经过回流焊炉以上四个温区的作用后形成完整焊接好的线路板。这也就是回流焊炉的整个工作原理。
相关文章推荐阅读:回流焊是什么 回流焊机可以smt吗 波峰焊和回流焊区别 回流焊原理和工艺
 粤公网安备 44030602002442号
粤公网安备 44030602002442号