



波峰焊主要工艺参数
时间:2022-08-10 09:27:11 来源:广晟德
波峰焊是电子产品插件焊接的自动化生产工艺,波峰焊质量好坏跟波峰焊接工艺流程中各个工艺参数的设置有很大的关系,下面广晟德来主要讲解一下波峰焊主要的工艺技术参数设置。
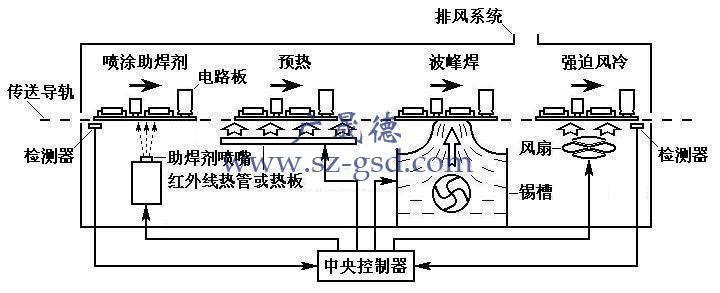
波峰焊工艺图
波峰焊工艺视频讲解
一、波峰焊接工艺助焊剂密度
待焊印制线路板板组件其焊接面应涂覆助焊剂,为保证有效的助焊作用,必须严格控制焊剂的密度。
1、松香基助焊剂的密度D控制在0.82—0.84g/cm3;
2、水溶性助焊剂的密度D控制在0.82—0.86 g/cm3;
3、免清洗助焊剂及有特殊要求的助焊剂密度应控制在规定的技术条件内。
二、波峰焊接工艺预热温度
印制线路板涂覆助焊剂后要进行预热。
预热温度T2见本站其它文章。
三、波峰焊接工艺波峰焊接温度
波峰焊接温度取决于焊点形成合金层需要的温度。
波峰焊接温度T1为(250±10)℃。
四、波峰焊接工艺波峰高度及压锡深度
波峰焊接的波峰高度主要影响焊锡流速及被焊件与波峰的接触状况。一般波峰焊机波峰高度可以在0—10MM之间进行调整,最佳波峰高度宜控制在7—8MM。印制线路板压锡深度为板厚的1/2----3/4。
五、波峰焊助接工艺中焊剂发泡高度
波峰焊接工艺助焊剂的发泡高度要达到印制板厚度的3/4。目前波峰焊助焊剂一般采用喷雾式,喷雾式助焊剂要喷雾均匀,不能有漏喷。
六、波峰焊接工艺中的运输牵引角度
波峰焊运输牵引角度对焊件与焊锡的接触和分离情况均有影响。牵引角度合理数值应控制在大于或等于6度,小于或等于10度之间。
七、波峰焊接工艺中的传动速度和焊接时间
波峰焊传动速度的大小影响被焊件的预热效果、焊接时间和焊点与焊料的分离过程。
波峰焊接时间t应为3—4s(秒)。
波峰焊运输速度V可按下式进行计算:
V=L/t(L----波峰宽度,通常L为60MM;t----焊接时间,s;V----传动速度,mm/s.)
 粤公网安备 44030602002442号
粤公网安备 44030602002442号