



жҠҖжңҜиө„ж–ҷ
дә§е“ҒзҹҘиҜҶ
еҪ“еүҚдҪҚзҪ®пјҡйҰ–йЎө >жҠҖжңҜиө„ж–ҷ > дә§е“ҒзҹҘиҜҶж— й“…е…«жё©еҢәеӣһжөҒз„Ҡжё©еәҰеҸӮж•°и®ҫзҪ®
ж—¶й—ҙпјҡ2021-03-31 11:35:38 жқҘжәҗпјҡе№ҝжҷҹеҫ·
еңЁPCBAеҠ е·ҘиҝҮзЁӢдёӯпјҢеӣһжөҒз„ҠжҳҜйҮҚиҰҒзҡ„еҠ е·ҘзҺҜиҠӮпјҢжӢҘжңүиҫғй«ҳзҡ„е·ҘиүәйҡҫеәҰпјҢе®ғжҳҜдёҖз§ҚзҫӨз„ҠиҝҮзЁӢпјҢйҖҡиҝҮж•ҙдҪ“еҠ зғӯдёҖж¬ЎжҖ§з„ҠжҺҘе®ҢжҲҗPCBзәҝи·ҜжқҝдёҠйқўжүҖжңүзҡ„з”өеӯҗе…ғеҷЁд»¶пјҢиҝҷдёӘиҝҮзЁӢйңҖиҰҒжңүз»ҸйӘҢзҡ„дҪңдёҡдәәе‘ҳжҺ§еҲ¶еӣһжөҒз„Ҡзҡ„зӮүжё©жӣІзәҝпјҢдҝқиҜҒз„ҠжҺҘиҙЁйҮҸпјҢдҝқиҜҒжңҖз»ҲжҲҗе“Ғзҡ„иҙЁйҮҸе’ҢеҸҜйқ жҖ§гҖӮзӣ®еүҚеёӮеңәдёҠжүҖз”Ёзҡ„еӣһжөҒз„Ҡи®ҫеӨҮеӨ§йғЁеҲҶйғҪжҳҜж— й“…е…«жё©еҢәеӣһжөҒз„ҠпјҢе№ҝжҷҹеҫ·е°ұд»Ҙж— й“…е…«жё©еҢәеӣһжөҒз„Ҡи®Іи§Јжё©еәҰеҸӮж•°жҖҺд№Ҳи®ҫзҪ®гҖӮ
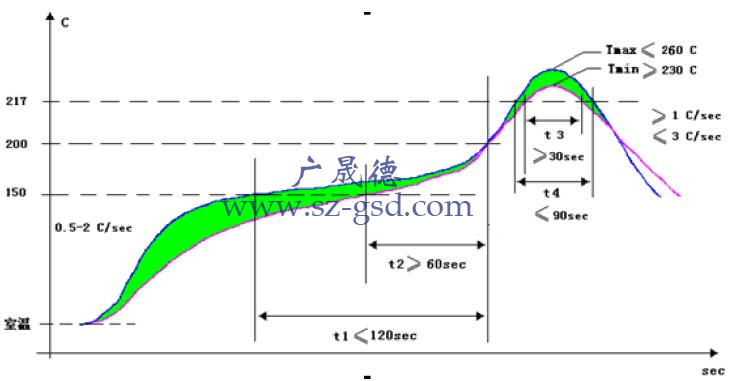
еӣһжөҒз„Ҡжё©еәҰжӣІзәҝ
дёҠдёӢе…«жё©еҢәзҡ„еӣһжөҒз„ҠпјҢзӣ®еүҚжҳҜж ҮеҮҶзҡ„ж— й“…е…«жё©еҢәеӣһжөҒз„ҠпјҢйҖҡеёёеҗ„жё©еҢәзҡ„жё©еәҰи®ҫзҪ®дё»иҰҒжҳҜеҗҢй”ЎиҶҸдёҺжүҖз„Ҡдә§е“Ғзӣёе…іпјҢжҜҸдёӘеҢәзҡ„дҪңз”ЁжҳҜзӣёеҪ“йҮҚиҰҒзҡ„пјҢйҖҡеёёдёҖиҲ¬жҠҠдёҖдәҢеҢәдҪңдёәйў„зғӯеҢәпјҢдёүеӣӣдә”дёәжҒ’жё©еҢәпјҢе…ӯдёғе…«дҪңдёәпјҢз„ҠжҺҘеҢәпјҲжңҖе…ій”®жҳҜиҝҷдёүдёӘеҢәпјүпјҢе…«еҢәеҗҢж ·д№ҹеҸҜд»ҘдҪңдёәеҶ·еҚҙеҢәиҫ…еҠ©еҢәпјҢиҝҳжңүеҶ·еҚҙеҢәпјҢиҝҷдәӣйғҪжҳҜж— й“…е…«жё©еҢәеӣһжөҒз„Ҡжё©еәҰеҸӮж•°и®ҫзҪ®е…ій”®гҖӮ
еӣһжөҒз„Ҡжё©еәҰи®ҫзҪ®еҸӮж•°
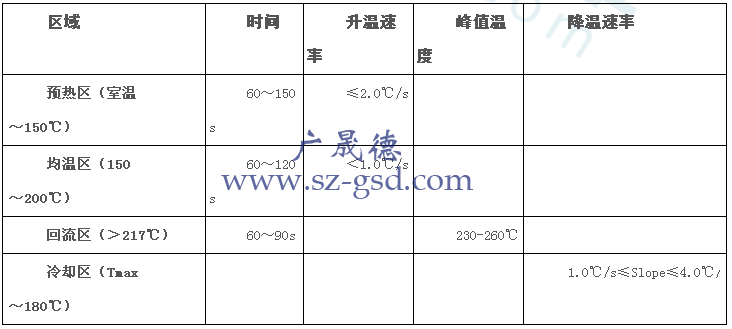
ж— й“…е…«жё©еҢәеӣһжөҒз„Ҡжё©еәҰеҸӮж•°иҜҙжҳҺ
1гҖҒйў„зғӯеҢәпјҡжё©еәҰз”ұе®Өжё©пҪһ150в„ғпјҢжё©еәҰдёҠеҚҮйҖҹзҺҮжҺ§еҲ¶еңЁ2в„ғ/s е·ҰеҸіпјҢиҜҘжё©еҢәж—¶й—ҙдёә60пҪһ150sгҖӮ
2гҖҒеқҮжё©еҢәпјҡжё©еәҰз”ұ150в„ғпҪһ200в„ғпјҢзЁіе®ҡзј“ж…ўеҚҮжё©пјҢжё©еәҰдёҠеҚҮйҖҹзҺҮе°ҸдәҺ1в„ғ/sпјҢдё”иҜҘеҢәеҹҹж—¶й—ҙжҺ§еҲ¶еңЁ60~120sпјҲжіЁж„ҸпјҡиҜҘеҢәеҹҹдёҖе®ҡзј“ж…ўеҸ—зғӯпјҢеҗҰеҲҷжҳ“еҜјиҮҙз„ҠжҺҘдёҚиүҜпјүгҖӮ
3гҖҒеӣһжөҒеҢәпјҡжё©еәҰз”ұ217в„ғпҪһTmaxпҪһ217в„ғпјҢж•ҙдёӘеҢәй—ҙж—¶й—ҙжҺ§еҲ¶еңЁ60пҪһ90sгҖӮ
4гҖҒиӢҘжңүBGAпјҢжңҖй«ҳжё©еәҰпјҡ240иҮі260еәҰд»ҘеҶ…дҝқжҢҒзәҰ40з§’гҖӮ
5гҖҒеҶ·еҚҙеҢәпјҡжё©еәҰз”ұTmaxпҪһ180в„ғпјҢжё©еәҰдёӢйҷҚйҖҹзҺҮжңҖеӨ§дёҚиғҪи¶…иҝҮ4в„ғ/sгҖӮ
6гҖҒжё©еәҰд»Һе®Өжё©25в„ғеҚҮжё©еҲ°250в„ғж—¶й—ҙдёҚеә”иҜҘи¶…иҝҮ6 еҲҶй’ҹгҖӮ
7гҖҒиҜҘеӣһжөҒз„ҠжӣІзәҝд»…дёәжҺЁиҚҗеҖјпјҢе®ўжҲ·з«ҜйңҖж №жҚ®е®һйҷ…з”ҹдә§жғ…еҶөеҒҡзӣёеә”и°ғж•ҙгҖӮ
8гҖҒеӣһжөҒж—¶й—ҙд»Ҙ30пҪһ90s дёәзӣ®ж ҮпјҢеҜ№дәҺдёҖдәӣзғӯе®№иҫғеӨ§ж— жі•ж»Ўи¶іж—¶й—ҙиҰҒжұӮзҡ„еҚ•жқҝеҸҜе°ҶеӣһжөҒж—¶й—ҙж”ҫе®ҪиҮі120sгҖӮ
ж— й“…е…«жё©еҢәеӣһжөҒз„Ҡжё©еәҰи®ҫзҪ®иҝҳжҳҜиҰҒд»Ҙж— й“…й”ЎиҶҸеҺӮ家жҸҗдҫӣзҡ„жё©еәҰжӣІзәҝеҸӮж•°жқҘи®ҫзҪ®пјҢе№ҝжҷҹеҫ·е°ұд»Ҙжқ‘з”°е’Ңзҹіе·қз„Ҡй”ЎиҶҸдёәдҫӢжқҘи®ІдёҖдёӢгҖӮ
ж— й“…еӣһжөҒжӣІзәҝе…ій”®еҸӮж•°пјҲз”°жқ‘з„ҠиҶҸпјүпјҡ 1пјүжё©еәҰи®ҫA:20-30в„ғ B:130-140в„ғ C:180-190в„ғ D:230-240в„ғ 2пјүж—¶й—ҙи®ҫзҪ® AвҶ’B:40-60s BвҶ’CпјҲDйғЁеҲҶпјү:60-120s и¶…иҝҮ220в„ғпјҲEйғЁеҲҶпјүпјҡ20-40s 3пјүеҚҮжё©ж–ңзҺҮ AвҶ’B:2-4в„ғ/s CвҶ’F:1-3в„ғ/sпјӣ
ж— й“…еӣһжөҒжӣІзәҝе…ій”®еҸӮж•°пјҲзҹіе·қз„ҠиҶҸпјүпјҡ 2пјүжё©еәҰи®ҫA:20-30в„ғ B:130-140в„ғ C:180-190в„ғ D:235-245в„ғ 2пјүж—¶й—ҙи®ҫзҪ® AвҶ’B:40-60s BвҶ’CпјҲDйғЁеҲҶпјү:80-120s и¶…иҝҮ220в„ғпјҲEйғЁеҲҶпјүпјҡ40-60s 4пјүеҚҮжё©ж–ңзҺҮ AвҶ’B:2-4в„ғ/s CвҶ’F:1-3в„ғ/sгҖӮ
зӣёе…іж–Үз« жҺЁиҚҗйҳ…иҜ»пјҡеӣһжөҒз„ҠйҖҹеәҰе’Ңжё©еәҰи®ҫзҪ®дҫқжҚ® еӣһжөҒз„ҠзӮүе·ҘдҪңеҺҹзҗҶ еӣһжөҒз„ҠиҝҮзЁӢ еҰӮдҪ•еҲ’еҲҶеӣһжөҒз„Ҡжё©еҢә LEDиҙҙзүҮжңә
 зІӨе…¬зҪ‘е®үеӨҮ 44030602002442еҸ·
зІӨе…¬зҪ‘е®үеӨҮ 44030602002442еҸ·