



详解无铅回流焊温度如何设置
时间:2019-12-16 09:14:38 来源:广晟德
对于无铅锡膏,在合金成份中去掉了铅,接近共晶的合金是锡/银/铜合金。多数无铅合金,包括Sn-Ag-Cu其熔点都超过200℃,高于传统的锡/铅合金的共晶温度。这使回流焊接温度升高。这是无铅回流焊的一个主要特点。下面广晟德来为大家详解无铅回流焊温度如何设置。
无铅回流焊温度曲线
传统的锡/铅合金再流时,共晶温度为179℃ ~ 183℃,焊接时小元器件上引脚的峰值温度达到240℃,而大元器件上温度210℃左右,大/小元器件温度差近30℃。这个差别不会影响元器件寿命。当使用无铅锡膏时,由于无铅锡膏的熔点温度高于锡/铅的共晶温度。这就使得被加垫的大元器件引脚温度要高于230℃以保证溶温,而小元器件引脚的峰值温度要保持在240℃左右,大小元器件的温度差小于10℃。这是无铅回流焊的另一个主要特点。
鉴于无铅回流焊的这些特点,技术上要解决的主要问题是再流溶融温度范围内,尽可能小地减小被焊元器件之间的温度差,确保热冲击不影响元器件的寿命。解决办法是先用多温区、高控温精度的氮气保护回流焊炉、精确调试回流焊曲线。因此,在无铅回流焊的设计中,在各独立温区尺寸减小的同时增加温区数目,增加助焊剂分离及回收装置。
介绍了以上的无铅回流焊温度设定的原理,那么影响无铅回流焊温度设定的因素有哪些呢?
1、根据排风量的大小进行设置。一般回流焊炉对排风量都有具体要求,但实际排风量因各种原因有时会有所变化,确定一个产品的温度曲线时,因考虑排风量,并定时测量。
2、此外,根据设备的具体隋况,例如加热区的长度、加热源的材料、回流焊炉的构造和热传导方式等因素进行设置。
3、根据使用焊膏的温度曲线进行设置。不同金属含量的焊膏有不同的温度曲线,应按照焊膏供应商提供的温度曲线进行具体产品的回流焊温度曲线设置。
4、根据温度传感器的实际位置确定各温区的设置温度,若温度传感器位置在发热体内部,设置温度比实际温度高30℃左右。
5、根据表面组装板元器件的密度、元器件的大小以及有无BGA、CSP等特殊元器件进行设置。
6、根据PCB板的材料、厚度、是否多层板、尺寸大小进行设置。
回流焊曲线调试应注意
1、提高预热温度
无铅回流焊接时,回流焊炉的预热区温度应比锡/铅合金再流的预热温度要高一些。通常高30℃左右,在170℃-190℃(传统的预热温度一般在140℃-160℃)提高预热区温度的目的是为了减少峰值温度以减少元器件间的温度差。
2、延长预热时间
适当延长预热的预热时间,预热太快一方面会引起热冲击,不利于减少在形成峰值再流温度之衫,元器件之间的温度差。因此,适当延长预热的预热时间,使被焊元器件温度平滑升到预定的预热温度。
3、延长再流区梯形温度曲线
延长再流区梯形温度曲线。在控制最高再流温度的同时,增加再流区温度曲线宽度,延长小热容量元器件的峰值时间,使大小热容量的元器件均达到的要求的回流温度,并避免小元器件的过热。
4、调整温度曲线的一致性
测试调整温度曲线时,虽然各测试点的温度曲线有一定的离散性,不可能完全一致,但要认真调整,使其各测试点温度曲线尽量趋向一致。
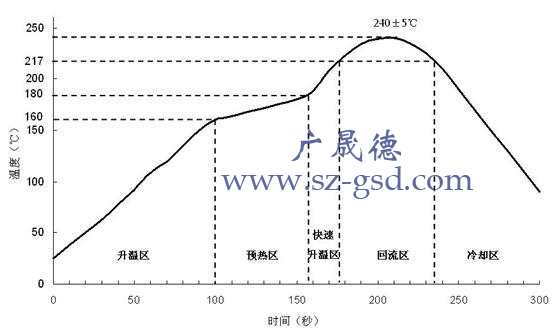
无铅标准温度曲线设定:1、溶锡之前的助焊剂预热温度及时间基本不变。2、使用2个以上的回流焊机加热区作为焊接区。焊接区中的第一个加热区用来急速升温,使PCB的表面温度达到无铅锡的溶化温度以上10~20℃,焊接区中的第二个加热区用来保持前一区的熔锡温度,同时增加熔锡时间。从温度曲线来看,在焊接区产生了一个温度平台。
相关文章推荐:如何设置无铅回流焊温度曲线 设置回流焊温度曲线依据 无铅八温区回流焊温度设置 回流焊温度曲线测试注意事项
 粤公网安备 44030602002442号
粤公网安备 44030602002442号