



回流焊润湿不良的原因及解决
时间:2018-10-26 09:35:58 来源:广晟德
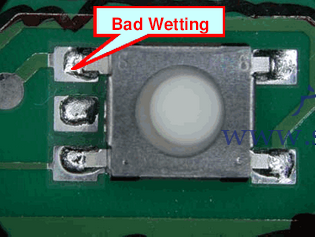
回流焊润湿不良又称为不润湿或半润湿。是指在焊接过程中焊料和基板焊区,经浸润后不生成相互间的反应层,而造成漏焊或少焊故障。其危害是,焊点强度低,导电性不好。广晟德回流焊给大家讲一下回流焊润湿不良的原因及解决。
润湿不良是由于器件吸热大,焊端上的温度比起PCB焊盘上的温度来得低所造成。这故障的成因牵涉到物料种类或特性、包装、库存、后勤搬运、工艺等多方面的因素。在供应链或产业化的角度来看,则牵涉到设计部、供应商、仓库后勤部、以及生产工艺等部门的工作。在技术整合管理的要求上,这些部门都必须对各自的责任进行配合定义,并确保各自做好本分工作。这样才能预防问题的发生。而所谓各自之间的配合,是指通过技术原理和成本利润考虑来给工作指标定义。所以在技术整合管理前,我们必须对整个组装技术进行足够的了解,才能使我们做出正确适当的决策。
二、解决回流焊接后线路板焊点润湿不良的方法
2、另外一个必要的工作,就是建立起工艺能力了。也就是选择工艺和制定工艺特性参数。我们这里举的是回流焊接的例子,所以工艺选择也就是回流焊接。至于工艺特性参数,对“润湿不良或不足”这一故障模式而言,在于回流工序中的第二至四工序。也就是挥发、助焊和回流三个工序。其中尤其以后两道工序为主要控制点。挥发工序如果做得不好,残留的挥发物将影响助焊的效果,也就影响润湿的能力。助焊的时间如果控制不当,太短时助焊效率还没有被发挥出来,太长时出现重新氧化,也都影响或降低润湿性。所以这工序也必须有良好的温度和时间控制。回流的温度会决定润湿程度。温度越高时,熔化金属的表面张力越低,有利于润湿。所以提高温度是个加强润湿的方法。不过这当然有其限制,比如说我们必须同时照顾到高温可能造成的热损坏、变形等等问题。应该意识到的是,我们在实际工作中所面对的并不是一个温度均匀的单一焊点。而是千百个润湿性不一、温度不一,甚至连单一焊点本身温度都不均匀的焊点。而我们必须设置一个共同的温度和时间来处理它们不同的特性要求。这就要求工艺工程师必须要灵活的使用各种调制手段来制定最佳的设置了。
相关推荐:无铅回流焊点质量控制 波峰焊与回流焊区别 回流焊炉工作原理 设置回流焊温度曲线依据
一、回流焊接后线路板焊点润湿不良的原因
润湿不良是由于器件吸热大,焊端上的温度比起PCB焊盘上的温度来得低所造成。这故障的成因牵涉到物料种类或特性、包装、库存、后勤搬运、工艺等多方面的因素。在供应链或产业化的角度来看,则牵涉到设计部、供应商、仓库后勤部、以及生产工艺等部门的工作。在技术整合管理的要求上,这些部门都必须对各自的责任进行配合定义,并确保各自做好本分工作。这样才能预防问题的发生。而所谓各自之间的配合,是指通过技术原理和成本利润考虑来给工作指标定义。所以在技术整合管理前,我们必须对整个组装技术进行足够的了解,才能使我们做出正确适当的决策。
二、解决回流焊接后线路板焊点润湿不良的方法
1、然而要确保润湿,首要的条件就是焊接金属的特性。润湿是一种相对特性,所以材料间的匹配是个关键。在一个使用回流焊接的典型焊点上,包括了三种材料。也就是器件的焊端、锡膏和PCB焊盘的表面镀层。从用户的角度来说,很不幸的,供应商们发明了不只一种,而是为数不少的配搭组合。在含铅技术中,虽然锡膏合金的种类不算多,但在PCB焊盘镀层上,尤其是器件焊端镀层上,却也出现了不少的选择。这些材料的相对润湿性并不一致。
而更糟的是,但这些材料配合其他考虑因素时,例如同一PCBA上拥有众多的器件种类,各器件焊端的镀层厚度,焊端内层材料,焊端的电镀工艺,库存时间和条件等等后,更形成了一个可说是多变复杂的特性差异状况。材料的选用是用户设计部的工作,所以确保所选用材料适合本身或外加工厂的制造能力是个首要的工作。这就是技术整合管理中的DFM元素。如果这部分的工作做到位时,用户可以保证所要的物料具备适合程度的润湿性。2、另外一个必要的工作,就是建立起工艺能力了。也就是选择工艺和制定工艺特性参数。我们这里举的是回流焊接的例子,所以工艺选择也就是回流焊接。至于工艺特性参数,对“润湿不良或不足”这一故障模式而言,在于回流工序中的第二至四工序。也就是挥发、助焊和回流三个工序。其中尤其以后两道工序为主要控制点。挥发工序如果做得不好,残留的挥发物将影响助焊的效果,也就影响润湿的能力。助焊的时间如果控制不当,太短时助焊效率还没有被发挥出来,太长时出现重新氧化,也都影响或降低润湿性。所以这工序也必须有良好的温度和时间控制。回流的温度会决定润湿程度。温度越高时,熔化金属的表面张力越低,有利于润湿。所以提高温度是个加强润湿的方法。不过这当然有其限制,比如说我们必须同时照顾到高温可能造成的热损坏、变形等等问题。应该意识到的是,我们在实际工作中所面对的并不是一个温度均匀的单一焊点。而是千百个润湿性不一、温度不一,甚至连单一焊点本身温度都不均匀的焊点。而我们必须设置一个共同的温度和时间来处理它们不同的特性要求。这就要求工艺工程师必须要灵活的使用各种调制手段来制定最佳的设置了。
相关推荐:无铅回流焊点质量控制 波峰焊与回流焊区别 回流焊炉工作原理 设置回流焊温度曲线依据
 粤公网安备 44030602002442号
粤公网安备 44030602002442号