



жҠҖжңҜиө„ж–ҷ
дә§е“ҒзҹҘиҜҶ
еҪ“еүҚдҪҚзҪ®пјҡйҰ–йЎө >жҠҖжңҜиө„ж–ҷ > дә§е“ҒзҹҘиҜҶжіўеі°з„Ҡжё©еәҰжҳҜеӨҡе°‘
ж—¶й—ҙпјҡ2020-02-12 09:59:58 жқҘжәҗпјҡе№ҝжҷҹеҫ·
жіўеі°з„Ҡжё©еәҰйҖҡеёёжҢҮзҡ„жҳҜжіўеі°з„ҠжҺҘжё©еәҰгҖӮдҪҶжҳҜжіўеі°з„Ҡжё©еәҰдёҚеҸӘжҳҜз„ҠжҺҘжё©еәҰпјҢжіўеі°з„ҠжҺҘдә§е“Ғзҡ„иҙЁйҮҸе’Ңжіўеі°з„Ҡйў„зғӯжё©еәҰгҖҒз„ҠжҺҘжё©еәҰгҖҒеҶ·еҚҙжё©еәҰйғҪжңүе…ізі»гҖӮзәҝи·ҜжқҝиҝҮжіўеі°з„Ҡж—¶иҰҒе…Ҳз»ҸиҝҮйў„зғӯжё©еәҰеҶҚз»ҸиҝҮз„ҠжҺҘжё©еәҰжңҖеҗҺз»ҸиҝҮеҶ·еҚҙжё©еәҰеҗҺжүҚиғҪе®ҢжҲҗгҖӮе№ҝжҷҹеҫ·иҝҷйҮҢдёҺеӨ§е®¶жҠҠжіўеі°з„ҠиҝҷдёүдёӘжё©еәҰйғҪз»ҷеӨ§е®¶и®ІдёҖдёӢгҖӮ
дёҖгҖҒжіўеі°з„Ҡйў„зғӯжё©еәҰ
жіўеі°з„Ҡйў„зғӯзі»з»ҹзҡ„дҪңз”Ёпјҡa. е°Ҷз„ҠеүӮдёӯзҡ„жә¶еүӮжҢҘеҸ‘жҺүпјҢиҝҷж ·еҸҜд»ҘеҮҸе°‘з„ҠжҺҘж—¶дә§з”ҹж°”дҪ“пјӣb. з„ҠеүӮдёӯжқҫйҰҷе’Ңжҙ»жҖ§еүӮејҖе§ӢеҲҶи§Је’Ңжҙ»жҖ§еҢ–пјҢеҸҜд»ҘеҺ»йҷӨеҚ°еҲ¶жқҝз„ҠзӣҳгҖҒе…ғеҷЁд»¶з«ҜеӨҙе’Ңеј•и„ҡиЎЁйқўзҡ„ж°§еҢ–иҶңд»ҘеҸҠе…¶е®ғжұЎжҹ“зү©пјҢеҗҢж—¶иө·еҲ°дҝқжҠӨйҮ‘еұһиЎЁйқўйҳІжӯўеҸ‘з”ҹеҶҚж°§еҢ–зҡ„дҪңз”Ёпјӣc. дҪҝеҚ°еҲ¶жқҝе’Ңе…ғеҷЁд»¶е……еҲҶйў„зғӯпјҢйҒҝе…Қз„ҠжҺҘж—¶жҖҘеү§еҚҮжё©дә§з”ҹзғӯеә”еҠӣжҚҹеқҸеҚ°еҲ¶жқҝе’Ңе…ғеҷЁд»¶гҖӮ
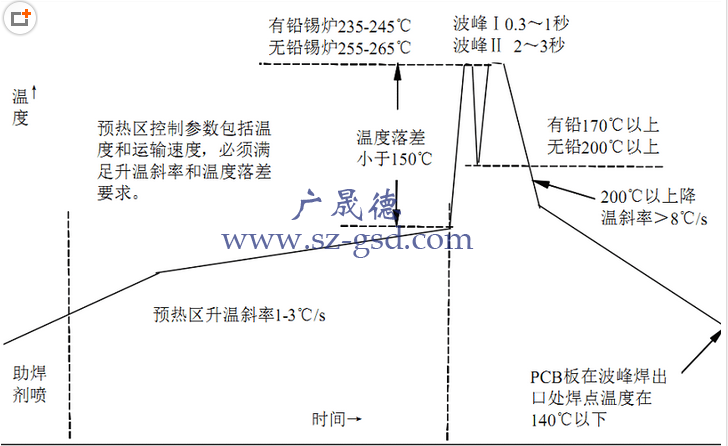
жіўеі°з„Ҡзҡ„йў„зғӯжё©еәҰпјҡдёҖиҲ¬йў„зғӯжё©еәҰдёә130пҪһ150в„ғпјҢйў„зғӯж—¶й—ҙдёә1пҪһ3minгҖӮйў„зғӯжё©еәҰжҺ§еҲ¶еҫ—еҘҪпјҢеҸҜйҳІжӯўиҷҡз„ҠгҖҒжӢүе’ҢжЎҘжҺҘпјҢеҮҸе°Ҹз„Ҡж–ҷжіўеҜ№еҹәжқҝзҡ„зғӯеҶІеҮ»пјҢжңүж•Ҳең°и§ЈеҶіз„ҠжҺҘиҝҮзЁӢдёӯPCBжқҝзҝҳжӣІгҖҒеҲҶеұӮгҖҒеҸҳеҪўй—®йўҳгҖӮ
дәҢгҖҒжіўеі°з„ҠжҺҘжё©еәҰ
ж— й“…жіўеі°з„ҠжҺҘжё©еәҰеҰӮжһңжҳҜеҸҢйқўжқҝ 250-260в„ғпјӣеҰӮжһңжҳҜеҚ•йқўжқҝ240-255в„ғ.з„ҠжҺҘж—¶й—ҙдёә4SвҖ”7S. жіўеі°з„ҠжҺҘжё©еәҰжҳҜз„ҠжҺҘж—¶йҮҚиҰҒзҡ„жҠҖжңҜеҸӮж•°пјҢдёҖиҲ¬жҢҮзҡ„жҳҜз„Ҡй”ЎзӮүзҡ„жё©еәҰпјҢйҖҡеёёй«ҳдәҺз„Ҡж–ҷзҶ”зӮ№50пҪһ60в„ғпјҢеҰӮжһңйҮҮз”Ёзҡ„жҳҜ63Sn/37Pbе…ұжҷ¶з„Ҡй”Ўзҡ„иҜқпјҢйӮЈд№Ҳжё©еәҰйңҖиҰҒи®ҫе®ҡеңЁ240Вұ10в„ғе·ҰеҸігҖӮеҰӮз„ҠжҺҘжё©еәҰеҒҸдҪҺпјҢж¶ІдҪ“з„Ҡж–ҷзҡ„зІҳжҖ§еӨ§пјҢдёҚиғҪеҫҲеҘҪең°еңЁйҮ‘еұһиЎЁйқўжөёж¶Ұе’Ңжү©ж•ЈпјҢе°ұе®№жҳ“дә§з”ҹжӢүгҖҒжЎҘжҺҘе’Ңз„ҠзӮ№иЎЁйқўзІ—зіҷзӯүзјәйҷ·;еҰӮз„ҠжҺҘжё©еәҰиҝҮй«ҳпјҢе®№жҳ“жҚҹеқҸе…ғеҷЁд»¶пјҢиҝҳдјҡз”ұдәҺз„ҠеүӮиў«зўіеҢ–еӨұеҺ»жҙ»жҖ§гҖҒз„ҠзӮ№ж°§еҢ–йҖҹеәҰеҠ еҝ«пјҢдә§з”ҹз„ҠзӮ№еҸ‘д№ҢгҖҒдёҚйҘұж»Ўзӯүй—®йўҳгҖӮжөӢжҳҹжіўиЎЁйқўжё©еәҰпјҢиҲ¬еә”иҜҘеңЁ250Вұ5в„ғзҡ„иҢғеӣҙеҶ…гҖӮжіўеі°з„ҠжҺҘзҡ„жё©еәҰи°ғиҠӮеҸ–еҶідәҺз„ҠзӮ№еҪўжҲҗеҗҲйҮ‘еұӮжүҖйңҖиҰҒзҡ„жё©еәҰпјҢйҖӮеҪ“й«ҳзҡ„з„Ҡж–ҷжё©еәҰеҸҜд»ҘдҝқиҜҒз„Ҡж–ҷжңүиүҜеҘҪзҡ„жөҒеҠЁжҖ§гҖӮз„ҠжҺҘжё©еәҰйңҖиҰҒе®ҡжңҹе®ҡж—¶жЈҖжҹҘпјҢеҪ“жңүжҳҺжҳҫзҡ„з„ҠжҺҘзјәйҷ·еӨ§йҮҸеҮәзҺ°ж—¶пјҢеҝ…йЎ»иҰҒе…ҲжқҘжЈҖжҹҘй”ЎзӮүзҡ„жё©еәҰпјҢзңӢе…¶жҳҜеҗҰеҮәзҺ°дәҶиҫғеӨ§еҒҸе·®гҖӮ
дёүгҖҒжіўеі°з„ҠеҶ·еҚҙжё©еәҰ
жіўеі°з„ҠеҶ·еҚҙжё©еәҰе°ұжҳҜиҰҒз”ЁдёҖз§Қж–№ејҸдҪҝеҲҡжіўеі°з„ҠжҺҘеҮәжқҘзҡ„зәҝи·ҜжқҝеҶ·еҚҙеҲ°еёёжё©зҠ¶жҖҒгҖӮз”ұдәҺзғӯиғҪзҡ„еҪұе“ҚпјҢеҚідҪҝеңЁжіўеі°з„ҠжҺҘе®ҢжҲҗеҗҺпјҢPCB дёҠзҡ„дҪҷзғӯиҝҳе°ҶдҪҝPCB зҡ„жё©еәҰ继з»ӯдёҠеҚҮпјҢиҝҷж ·дёҖжқҘпјҢе°ұдјҡеҪұе“Қе…ғеҷЁд»¶жҖ§иғҪпјҢйҷҚдҪҺPCB жқҝй“ңз®”зҡ„зІҳжҺҘејәеәҰгҖӮж— й“…жіўеі°еҶ·еҚҙйҖҹзҺҮдёҡз•ҢдёҖиҲ¬иҰҒжұӮдёә4-12 еәҰ/з§’пјҢзҗҶи®әдёҠеҶ·еҚҙдё»иҰҒеҪұе“Қз„ҠзӮ№зҡ„жҷ¶зІ’еәҰпјҢIMC еҪўжҖҒе’ҢеҺҡеәҰеҸҠдҪҺзҶ”е…ұжҷ¶зҡ„еҒҸжһҗпјҢйҳІжӯўеүҘзҰ»зҺ°иұЎдә§з”ҹпјҢзӣ®еүҚжІЎжңүзӣёе…із ”究жҢҮеҮәе®һйҷ…з”ҹдә§дёӯи®ҫеӨҮеҶ·еҚҙйҖҹзҺҮзҡ„еҪұе“ҚеҸҠжңҖдҪізҡ„еҶ·еҚҙж–ңзҺҮжҺЁиҚҗпјҢдҪҶйҷҚдҪҺ组件з„ҠеҗҺжё©еәҰж–№дҫҝжӢҝжҳҜжңҖжҳҺжҳҫзҡ„дҪңз”Ёжіўеі°з„ҠеҶ·еҚҙзі»з»ҹж“ҚдҪңжіЁж„ҸдәӢйЎ№пјҡйҳІжӯўе°ҶйЈҺеҗ‘зӣҙжҺҘеҗ№еҗ‘й”ЎзӮүиҖҢеҪұе“ҚзӮүжё©гҖӮ
жҺЁиҚҗзӮ№еҮ»пјҡе°ҸеһӢж— й“…жіўеі°з„Ҡ жіўеі°з„Ҡйў„зғӯе’Ңз„ҠжҺҘжё©еәҰи®ҫзҪ® ж— й“…жіўеі°з„Ҡжё©еәҰи®ҫзҪ® ж №жҚ®д»Җд№Ҳи®ҫе®ҡжіўеі°з„Ҡжё©еәҰ
жіўеі°з„Ҡжё©еәҰжӣІзәҝ
дёҖгҖҒжіўеі°з„Ҡйў„зғӯжё©еәҰ
жіўеі°з„Ҡйў„зғӯзі»з»ҹзҡ„дҪңз”Ёпјҡa. е°Ҷз„ҠеүӮдёӯзҡ„жә¶еүӮжҢҘеҸ‘жҺүпјҢиҝҷж ·еҸҜд»ҘеҮҸе°‘з„ҠжҺҘж—¶дә§з”ҹж°”дҪ“пјӣb. з„ҠеүӮдёӯжқҫйҰҷе’Ңжҙ»жҖ§еүӮејҖе§ӢеҲҶи§Је’Ңжҙ»жҖ§еҢ–пјҢеҸҜд»ҘеҺ»йҷӨеҚ°еҲ¶жқҝз„ҠзӣҳгҖҒе…ғеҷЁд»¶з«ҜеӨҙе’Ңеј•и„ҡиЎЁйқўзҡ„ж°§еҢ–иҶңд»ҘеҸҠе…¶е®ғжұЎжҹ“зү©пјҢеҗҢж—¶иө·еҲ°дҝқжҠӨйҮ‘еұһиЎЁйқўйҳІжӯўеҸ‘з”ҹеҶҚж°§еҢ–зҡ„дҪңз”Ёпјӣc. дҪҝеҚ°еҲ¶жқҝе’Ңе…ғеҷЁд»¶е……еҲҶйў„зғӯпјҢйҒҝе…Қз„ҠжҺҘж—¶жҖҘеү§еҚҮжё©дә§з”ҹзғӯеә”еҠӣжҚҹеқҸеҚ°еҲ¶жқҝе’Ңе…ғеҷЁд»¶гҖӮ
жіўеі°з„Ҡзҡ„йў„зғӯжё©еәҰпјҡдёҖиҲ¬йў„зғӯжё©еәҰдёә130пҪһ150в„ғпјҢйў„зғӯж—¶й—ҙдёә1пҪһ3minгҖӮйў„зғӯжё©еәҰжҺ§еҲ¶еҫ—еҘҪпјҢеҸҜйҳІжӯўиҷҡз„ҠгҖҒжӢүе’ҢжЎҘжҺҘпјҢеҮҸе°Ҹз„Ҡж–ҷжіўеҜ№еҹәжқҝзҡ„зғӯеҶІеҮ»пјҢжңүж•Ҳең°и§ЈеҶіз„ҠжҺҘиҝҮзЁӢдёӯPCBжқҝзҝҳжӣІгҖҒеҲҶеұӮгҖҒеҸҳеҪўй—®йўҳгҖӮ
дәҢгҖҒжіўеі°з„ҠжҺҘжё©еәҰ
ж— й“…жіўеі°з„ҠжҺҘжё©еәҰеҰӮжһңжҳҜеҸҢйқўжқҝ 250-260в„ғпјӣеҰӮжһңжҳҜеҚ•йқўжқҝ240-255в„ғ.з„ҠжҺҘж—¶й—ҙдёә4SвҖ”7S. жіўеі°з„ҠжҺҘжё©еәҰжҳҜз„ҠжҺҘж—¶йҮҚиҰҒзҡ„жҠҖжңҜеҸӮж•°пјҢдёҖиҲ¬жҢҮзҡ„жҳҜз„Ҡй”ЎзӮүзҡ„жё©еәҰпјҢйҖҡеёёй«ҳдәҺз„Ҡж–ҷзҶ”зӮ№50пҪһ60в„ғпјҢеҰӮжһңйҮҮз”Ёзҡ„жҳҜ63Sn/37Pbе…ұжҷ¶з„Ҡй”Ўзҡ„иҜқпјҢйӮЈд№Ҳжё©еәҰйңҖиҰҒи®ҫе®ҡеңЁ240Вұ10в„ғе·ҰеҸігҖӮеҰӮз„ҠжҺҘжё©еәҰеҒҸдҪҺпјҢж¶ІдҪ“з„Ҡж–ҷзҡ„зІҳжҖ§еӨ§пјҢдёҚиғҪеҫҲеҘҪең°еңЁйҮ‘еұһиЎЁйқўжөёж¶Ұе’Ңжү©ж•ЈпјҢе°ұе®№жҳ“дә§з”ҹжӢүгҖҒжЎҘжҺҘе’Ңз„ҠзӮ№иЎЁйқўзІ—зіҷзӯүзјәйҷ·;еҰӮз„ҠжҺҘжё©еәҰиҝҮй«ҳпјҢе®№жҳ“жҚҹеқҸе…ғеҷЁд»¶пјҢиҝҳдјҡз”ұдәҺз„ҠеүӮиў«зўіеҢ–еӨұеҺ»жҙ»жҖ§гҖҒз„ҠзӮ№ж°§еҢ–йҖҹеәҰеҠ еҝ«пјҢдә§з”ҹз„ҠзӮ№еҸ‘д№ҢгҖҒдёҚйҘұж»Ўзӯүй—®йўҳгҖӮжөӢжҳҹжіўиЎЁйқўжё©еәҰпјҢиҲ¬еә”иҜҘеңЁ250Вұ5в„ғзҡ„иҢғеӣҙеҶ…гҖӮжіўеі°з„ҠжҺҘзҡ„жё©еәҰи°ғиҠӮеҸ–еҶідәҺз„ҠзӮ№еҪўжҲҗеҗҲйҮ‘еұӮжүҖйңҖиҰҒзҡ„жё©еәҰпјҢйҖӮеҪ“й«ҳзҡ„з„Ҡж–ҷжё©еәҰеҸҜд»ҘдҝқиҜҒз„Ҡж–ҷжңүиүҜеҘҪзҡ„жөҒеҠЁжҖ§гҖӮз„ҠжҺҘжё©еәҰйңҖиҰҒе®ҡжңҹе®ҡж—¶жЈҖжҹҘпјҢеҪ“жңүжҳҺжҳҫзҡ„з„ҠжҺҘзјәйҷ·еӨ§йҮҸеҮәзҺ°ж—¶пјҢеҝ…йЎ»иҰҒе…ҲжқҘжЈҖжҹҘй”ЎзӮүзҡ„жё©еәҰпјҢзңӢе…¶жҳҜеҗҰеҮәзҺ°дәҶиҫғеӨ§еҒҸе·®гҖӮ
дёүгҖҒжіўеі°з„ҠеҶ·еҚҙжё©еәҰ
жіўеі°з„ҠеҶ·еҚҙжё©еәҰе°ұжҳҜиҰҒз”ЁдёҖз§Қж–№ејҸдҪҝеҲҡжіўеі°з„ҠжҺҘеҮәжқҘзҡ„зәҝи·ҜжқҝеҶ·еҚҙеҲ°еёёжё©зҠ¶жҖҒгҖӮз”ұдәҺзғӯиғҪзҡ„еҪұе“ҚпјҢеҚідҪҝеңЁжіўеі°з„ҠжҺҘе®ҢжҲҗеҗҺпјҢPCB дёҠзҡ„дҪҷзғӯиҝҳе°ҶдҪҝPCB зҡ„жё©еәҰ继з»ӯдёҠеҚҮпјҢиҝҷж ·дёҖжқҘпјҢе°ұдјҡеҪұе“Қе…ғеҷЁд»¶жҖ§иғҪпјҢйҷҚдҪҺPCB жқҝй“ңз®”зҡ„зІҳжҺҘејәеәҰгҖӮж— й“…жіўеі°еҶ·еҚҙйҖҹзҺҮдёҡз•ҢдёҖиҲ¬иҰҒжұӮдёә4-12 еәҰ/з§’пјҢзҗҶи®әдёҠеҶ·еҚҙдё»иҰҒеҪұе“Қз„ҠзӮ№зҡ„жҷ¶зІ’еәҰпјҢIMC еҪўжҖҒе’ҢеҺҡеәҰеҸҠдҪҺзҶ”е…ұжҷ¶зҡ„еҒҸжһҗпјҢйҳІжӯўеүҘзҰ»зҺ°иұЎдә§з”ҹпјҢзӣ®еүҚжІЎжңүзӣёе…із ”究жҢҮеҮәе®һйҷ…з”ҹдә§дёӯи®ҫеӨҮеҶ·еҚҙйҖҹзҺҮзҡ„еҪұе“ҚеҸҠжңҖдҪізҡ„еҶ·еҚҙж–ңзҺҮжҺЁиҚҗпјҢдҪҶйҷҚдҪҺ组件з„ҠеҗҺжё©еәҰж–№дҫҝжӢҝжҳҜжңҖжҳҺжҳҫзҡ„дҪңз”Ёжіўеі°з„ҠеҶ·еҚҙзі»з»ҹж“ҚдҪңжіЁж„ҸдәӢйЎ№пјҡйҳІжӯўе°ҶйЈҺеҗ‘зӣҙжҺҘеҗ№еҗ‘й”ЎзӮүиҖҢеҪұе“ҚзӮүжё©гҖӮ
жҺЁиҚҗзӮ№еҮ»пјҡе°ҸеһӢж— й“…жіўеі°з„Ҡ жіўеі°з„Ҡйў„зғӯе’Ңз„ҠжҺҘжё©еәҰи®ҫзҪ® ж— й“…жіўеі°з„Ҡжё©еәҰи®ҫзҪ® ж №жҚ®д»Җд№Ҳи®ҫе®ҡжіўеі°з„Ҡжё©еәҰ
 зІӨе…¬зҪ‘е®үеӨҮ 44030602002442еҸ·
зІӨе…¬зҪ‘е®үеӨҮ 44030602002442еҸ·