



ццЏшЕц
фКЇхчЅшЏ
хНхфНчНЎяМщІщЁЕ >ццЏшЕц > фКЇхчЅшЏхІфНщфНц щ хцЕччцЈЊхцИЉхЗЎяМ
цЖщДяМ2020-07-03 10:10:05 цЅцКяМхЙПцхОЗ
ц щ
хцЕччцИЉхКІшПщЋфКцщ
хцЕчяМц щ
хцЕччцИЉхКІшЎОхЎхОщОшАцДяМчЙхЋцЏц щ
хцЕчччЊхЃхОхАяМх цЄцЇхЖцЈЊхцИЉхЗЎщхИИщшІяМц щ
хцЕчцЅхЗЅшКчЊхЃхОхАяМхІцц щ
хцЕччх
чфИЄчЙцЈЊхцИЉхЗЎхЄЇхАБфМщ цщ
чКПшЗЏцПччЙхКчАхчЇфИшЏщЎщЂяМх цЄц щ
хцЕччх
цЈЊхцИЉхЗЎчцЇхЖщхИИщшІухІфНщфНхцЕччцЈЊхцИЉхЗЎяМшООхАхцЕчччцГццяМхцЕччфКЇххЎЖшПщфИхЄЇхЎЖхфКЋфИфИу
чЎхяМфИЛцЕхцЕчщчЈх ЈчщЃх чцЙхМяМхЈхцЕчххБшПчЈфИяМфЙхКчАфКчКЂхЄх чяМфНчБфКх чяМфИхщЂшВхЈфЛЖччКЂхЄхИцЖххАчфИхяМфЛЅхчИщЛх хЈфЛЖчхБшНцфКЇччщДхНБцхКуцИЉхЗЎфМхЏМшДчцЅчщЃфЛхЗЅшКчЊхЃшЗГхКцЅухЈхцЕччх чцЙцГфИяМчКЂхЄх чццЏщцИшЂЋцЗцБАухЈчцЅшПчЈфИяМшІцГЈцфМ чццяМчЙхЋцЏхЏЙфКхцчхЄЇчщшЃ чНЎяМхІцфМ чфИхЄяМфМхЏМшДхАчхЎЙшЃ чНЎххцИЉццОх щяМщ ццЈЊхцИЉхЗЎу
фКуц щ хцЕчщОцЁщхКІцЇхЖ
ц щ хцЕччщОцЁщхКІцЇхЖфМхНБхPCBцЈЊхцИЉхЗЎяМфИшЌцЅшЏДяМщфНщОцЁщхКІфМчЛхЄЇчхЎЙшЎОхЄхИІцЅцДхЄчх чцЖщДяМфЛшххАцЈЊхцИЉхЗЎуфНчцИЉцВчКПчшЎОхЎххГфКщЁшчшІцБяМх цЄяМхЈхЎщ чфКЇфИщфНщОцЁщхКІщхЖцЏфИчАхЎчяМшПххГфКщЁшчфНПчЈяМхІцчЕшЗЏцПфИцхОхЄцчхИчщЈфЛЖяМхЛКшЎЎщфНхцЕчфМ шОщОцЁчщхКІяМфНПхЄЇчшЏчщЈфЛЖшНх ххИчу
фИуц щ хцЕчщЃщхщЃщчцЇхЖ
хІцхцЕччх ЖфЛцЁфЛЖфИхяМхЊцхНхцЕчщЃцшНЌщщфН30%цЖяМчЕшЗЏцПфИчцИЉхКІцфМщфН10тхЗІхГучБцЄхЏшЇяМщЃщхщЃщчцЇхЖхЏЙхцЕччцЇхЖщхИИщшІяМфИКфКхЎчАщЃщхщЃщчцЇхЖяМщшІцГЈцфИЄчЙцЇхЖяМххАхцЕччцЈЊхцИЉхЗЎяМцщЋчцЅцц;
1ущчЈхщЂшАщяМххАчЕхцГЂхЈхЏЙщЃцКчхНБхяМ
2ухАНщшОхАхцЕччцщЃщяМх фИКцщЃщчфИхПшДшЗхОхОфИчЈГхЎяМхЎЙцхНБххцЕччх чщЃчцЕхЈу
хушЏхЅНчхцЕччЈГхЎцЇхЏщфНчх цИЉхЗЎ
хГфНПхцЕчшЎОчНЎшЏхЅНяМфЙщшІфПшЏчЈГхЎцЇущхЄцЇхфИшДцЇучЙхЋцЏхЈчфКЇфИяМчБфКшЎОхЄхх яМхІцфИчЙцМчЇЛяМхОхЎЙцшЗГхКхЗЅшКчЊхЃяМщ цхЗчцшЎОхЄцхух цЄяМшЖцЅшЖхЄчххЎЖхМхЇцГЈщшЎОхЄччЈГхЎцЇу
фКуц щ хцЕччЛцчхНБх
ц щ хцЕчщЃщчЛцяМ
чщЃщЃщфИшЌфККхфИКхщЃщухщЃщяМхщЃщчщЃщчЛццЏшОчЎхяМчЛДцЄцЙфОПяМцЏчЎхфИфНчЋЏхцЕчфИЛцЕцЙхМяМфНчВОхЏхшІцБщЋчщЃцччфКЇхяМфИшЌщшІхщЃщхцЕчяМшПц ЗчхцЕчшЎОхЄхЖщ ццЌцЏшОщЋяМцфЛЅщхИИчЈфКщЋчЋЏхцЕчу
х уц щ хцЕчшЎОхЄччЈГхЎцЇ
хГфНПцфЛЌшЗхОфКфИфИЊцччцИЉцВчКПшЎОчНЎяМфНшІхЎчАхЎшПцЏщшІшЎОхЄччЈГхЎцЇяМщхЄцЇхфИшДцЇцЅчЛфКфПшЏучЙхЋцЏц щ чфКЇяМхІцчБфКшЎОхЄхх чЈццМчЇЛяМфОПхОхЎЙцшЗГхКхЗЅшКчЊхЃхЏМшДхЗчцххЈфЛЖцхуцфЛЅяМшЖцЅшЖхЄччфКЇххЎЖхМхЇхЏЙшЎОхЄцхКчЈГхЎцЇцЕшЏчшІцБу хЙПцхОЗхцЕчхЈххАхцЕчцЈЊхцИЉхЗЎцЙщЂфИцГЈхцшЇЃхГяМхЙПцхОЗхцЕчхЈшЎОхЄчЈГхЎцЇцЙщЂяМшООхАхшЁххцАДхЙГу
цЈшщ шЏЛяМхцИЉхКц щ хцЕч хІфНщфНц щ хцЕчцЈЊхцИЉхЗЎ ц щ хцЕччЙчЙчЙ ц щ хцЕчцИЉхКІцфЙшА
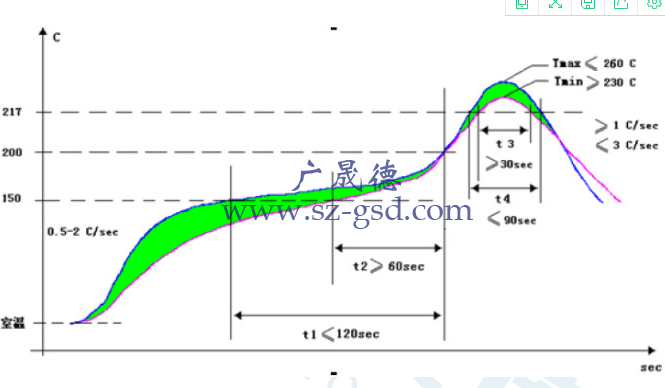
ц щ хцЕчцИЉхКІцВчКП
фИуцИЉхКхцЕчччщЃшОщ
чЎхяМфИЛцЕхцЕчщчЈх ЈчщЃх чцЙхМяМхЈхцЕчххБшПчЈфИяМфЙхКчАфКчКЂхЄх чяМфНчБфКх чяМфИхщЂшВхЈфЛЖччКЂхЄхИцЖххАчфИхяМфЛЅхчИщЛх хЈфЛЖчхБшНцфКЇччщДхНБцхКуцИЉхЗЎфМхЏМшДчцЅчщЃфЛхЗЅшКчЊхЃшЗГхКцЅухЈхцЕччх чцЙцГфИяМчКЂхЄх чццЏщцИшЂЋцЗцБАухЈчцЅшПчЈфИяМшІцГЈцфМ чццяМчЙхЋцЏхЏЙфКхцчхЄЇчщшЃ чНЎяМхІцфМ чфИхЄяМфМхЏМшДхАчхЎЙшЃ чНЎххцИЉццОх щяМщ ццЈЊхцИЉхЗЎу
фКуц щ хцЕчщОцЁщхКІцЇхЖ
ц щ хцЕччщОцЁщхКІцЇхЖфМхНБхPCBцЈЊхцИЉхЗЎяМфИшЌцЅшЏДяМщфНщОцЁщхКІфМчЛхЄЇчхЎЙшЎОхЄхИІцЅцДхЄчх чцЖщДяМфЛшххАцЈЊхцИЉхЗЎуфНчцИЉцВчКПчшЎОхЎххГфКщЁшчшІцБяМх цЄяМхЈхЎщ чфКЇфИщфНщОцЁщхКІщхЖцЏфИчАхЎчяМшПххГфКщЁшчфНПчЈяМхІцчЕшЗЏцПфИцхОхЄцчхИчщЈфЛЖяМхЛКшЎЎщфНхцЕчфМ шОщОцЁчщхКІяМфНПхЄЇчшЏчщЈфЛЖшНх ххИчу
фИуц щ хцЕчщЃщхщЃщчцЇхЖ
хІцхцЕччх ЖфЛцЁфЛЖфИхяМхЊцхНхцЕчщЃцшНЌщщфН30%цЖяМчЕшЗЏцПфИчцИЉхКІцфМщфН10тхЗІхГучБцЄхЏшЇяМщЃщхщЃщчцЇхЖхЏЙхцЕччцЇхЖщхИИщшІяМфИКфКхЎчАщЃщхщЃщчцЇхЖяМщшІцГЈцфИЄчЙцЇхЖяМххАхцЕччцЈЊхцИЉхЗЎяМцщЋчцЅцц;
1ущчЈхщЂшАщяМххАчЕхцГЂхЈхЏЙщЃцКчхНБхяМ
2ухАНщшОхАхцЕччцщЃщяМх фИКцщЃщчфИхПшДшЗхОхОфИчЈГхЎяМхЎЙцхНБххцЕччх чщЃчцЕхЈу
хушЏхЅНчхцЕччЈГхЎцЇхЏщфНчх цИЉхЗЎ
хГфНПхцЕчшЎОчНЎшЏхЅНяМфЙщшІфПшЏчЈГхЎцЇущхЄцЇхфИшДцЇучЙхЋцЏхЈчфКЇфИяМчБфКшЎОхЄхх яМхІцфИчЙцМчЇЛяМхОхЎЙцшЗГхКхЗЅшКчЊхЃяМщ цхЗчцшЎОхЄцхух цЄяМшЖцЅшЖхЄчххЎЖхМхЇцГЈщшЎОхЄччЈГхЎцЇу
фКуц щ хцЕччЛцчхНБх
ц щ хцЕчфМ щцЙхМяМ
фИшЌхфИКфИчЇяМхЏМшНЈхучНхИІхухЏМшНЈ+чНхИІхяМфКЇхщ шПхЏМшНЈчЋЏцИЉхКІфИшЌфМццхфНяМцфЛЅхцЕччхЏМшНЈхАНщчІЛхщЃхЃшПфИфКяМфЙхАБфИхЛКшЎЎчЈцхЄЇхЎНхКІцщцЅчцЅфКЇхухІцхщЂцПяМщЃфЙчНхИІцхфИчхЏМшНЈцДхЎЙцххОшОхАчцЈЊхцИЉхЗЎуц щ хцЕчщЃщчЛцяМ
чщЃщЃщфИшЌфККхфИКхщЃщухщЃщяМхщЃщчщЃщчЛццЏшОчЎхяМчЛДцЄцЙфОПяМцЏчЎхфИфНчЋЏхцЕчфИЛцЕцЙхМяМфНчВОхЏхшІцБщЋчщЃцччфКЇхяМфИшЌщшІхщЃщхцЕчяМшПц ЗчхцЕчшЎОхЄхЖщ ццЌцЏшОщЋяМцфЛЅщхИИчЈфКщЋчЋЏхцЕчу
х уц щ хцЕчшЎОхЄччЈГхЎцЇ
хГфНПцфЛЌшЗхОфКфИфИЊцччцИЉцВчКПшЎОчНЎяМфНшІхЎчАхЎшПцЏщшІшЎОхЄччЈГхЎцЇяМщхЄцЇхфИшДцЇцЅчЛфКфПшЏучЙхЋцЏц щ чфКЇяМхІцчБфКшЎОхЄхх чЈццМчЇЛяМфОПхОхЎЙцшЗГхКхЗЅшКчЊхЃхЏМшДхЗчцххЈфЛЖцхуцфЛЅяМшЖцЅшЖхЄччфКЇххЎЖхМхЇхЏЙшЎОхЄцхКчЈГхЎцЇцЕшЏчшІцБу хЙПцхОЗхцЕчхЈххАхцЕчцЈЊхцИЉхЗЎцЙщЂфИцГЈхцшЇЃхГяМхЙПцхОЗхцЕчхЈшЎОхЄчЈГхЎцЇцЙщЂяМшООхАхшЁххцАДхЙГу
цЈшщ шЏЛяМхцИЉхКц щ хцЕч хІфНщфНц щ хцЕчцЈЊхцИЉхЗЎ ц щ хцЕччЙчЙчЙ ц щ хцЕчцИЉхКІцфЙшА
 чВЄх
ЌчНхЎхЄ 44030602002442хЗ
чВЄх
ЌчНхЎхЄ 44030602002442хЗ