



жҠҖжңҜиө„ж–ҷ
дә§е“ҒзҹҘиҜҶ
еҪ“еүҚдҪҚзҪ®пјҡйҰ–йЎө >жҠҖжңҜиө„ж–ҷ > дә§е“ҒзҹҘиҜҶжіўеі°з„Ҡжё©еәҰжӣІзәҝи§ЈжһҗдёҺз„ҠзӮ№жҲҗеһӢеҺҹзҗҶ
ж—¶й—ҙпјҡ2020-07-31 10:36:16 жқҘжәҗпјҡе№ҝжҷҹеҫ·
жіўеі°з„ҠжҳҜе°ҶзҶ”иһҚзҡ„ж¶ІжҖҒз„Ҡж–ҷп№җеҖҹеҠ©дёҺжіөзҡ„дҪңз”Ёп№җеңЁз„Ҡж–ҷж§Ҫж¶ІйқўеҪўжҲҗзү№е®ҡеҪўзҠ¶зҡ„з„Ҡж–ҷжіўп№җжҸ’иЈ…дәҶе…ғеҷЁд»¶зҡ„PCBзҪ®дёҺдј йҖҒй“ҫдёҠп№җз»ҸиҝҮжҹҗдёҖзү№е®ҡзҡ„и§’еәҰд»ҘеҸҠдёҖе®ҡзҡ„жөёе…Ҙж·ұеәҰз©ҝиҝҮз„Ҡж–ҷжіўеі°иҖҢе®һзҺ°з„ҠзӮ№з„ҠжҺҘзҡ„иҝҮзЁӢгҖӮ е№ҝжҷҹеҫ·иҝҷйҮҢдё»иҰҒдёҺеӨ§е®¶еҲҶдә«дёҖдёӢжіўеі°з„Ҡжё©еәҰжӣІзәҝе’Ңз„ҠзӮ№жҲҗеһӢгҖӮ

1п№җж¶Ұж№ҝж—¶й—ҙ
жҢҮз„ҠзӮ№дёҺз„Ҡж–ҷзӣёжҺҘи§ҰеҗҺж¶Ұж№ҝејҖе§Ӣзҡ„ж—¶й—ҙ
2п№җеҒңз•ҷж—¶й—ҙ
PCBдёҠжҹҗдёҖдёӘз„ҠзӮ№д»ҺжҺҘи§Ұжіўеі°йқўеҲ°зҰ»ејҖжіўеі°йқўзҡ„ж—¶й—ҙгҖӮеҒңз•ҷ/з„ҠжҺҘж—¶й—ҙзҡ„и®Ўз®—ж–№ејҸжҳҜ﹕еҒңз•ҷ/з„ҠжҺҘж—¶й—ҙ=жіўеі°е®Ҫ/йҖҹеәҰгҖӮ
3п№җйў„зғӯжё©еәҰ
йў„зғӯжё©еәҰжҳҜжҢҮPCBдёҺжіўеі°йқўжҺҘи§ҰеүҚиҫҫеҲ°зҡ„жё©еәҰгҖӮ
еҚ•йқўжқҝ组件гҖҒйҖҡеӯ”еҷЁд»¶дёҺж··иЈқйў„зғӯжё©еәҰ 90~100в„ғпјӣ
еҸҢйқўжқҝ组件гҖҒйҖҡеӯ”еҷЁд»¶йў„зғӯжё©еәҰ100~110в„ғпјӣ
еҸҢйқўжқҝ组件гҖҒж··иЈқе…ғеҷЁд»¶йў„зғӯжё©еәҰ100~110в„ғпјӣ
еӨҡеұӮжқҝгҖҒйҖҡеӯ”е…ғеҷЁд»¶йў„зғӯжё©еәҰ115~125в„ғпјӣ
еӨҡеұӮжқҝгҖҒж··иЈқе…ғеҷЁд»¶йў„зғӯжё©еәҰ115~125в„ғгҖӮ
4п№җз„ҠжҺҘжё©еәҰ
еҪ“PCBиҝӣе…Ҙжіўеі°йқўеүҚз«Ҝж—¶п№җеҹәжқҝдёҺеј•и„ҡиў«еҠ зғӯп№җ并еңЁжңӘзҰ»ејҖжіўеі°йқўд№ӢеүҚп№җж•ҙдёӘPCBжөёеңЁз„Ҡж–ҷдёӯп№җеҚіиў«з„Ҡж–ҷжүҖжЎҘиҒ”п№җдҪҶеңЁзҰ»ејҖжіўеі°е°ҫз«Ҝзҡ„зһ¬й—ҙп№җе°‘йҮҸзҡ„з„Ҡж–ҷз”ұдәҺж¶Ұж№ҝеҠӣзҡ„дҪңз”Ёп№җзІҳйҷ„еңЁз„ҠзӣҳдёҠп№җ并з”ұдәҺиЎЁйқўеј еҠӣзҡ„еҺҹеӣ п№җдјҡеҮәзҺ°д»Ҙеј•зәҝдёәдёӯеҝғ收缩иҮіжңҖе°ҸзҠ¶жҖҒп№җжӯӨж—¶з„Ҡж–ҷдёҺз„Ҡзӣҳд№Ӣй—ҙзҡ„ж¶Ұж№ҝеҠӣеӨ§дәҺдёӨз„Ҡзӣҳд№Ӣй—ҙзҡ„з„Ҡж–ҷзҡ„еҶ…иҒҡеҠӣгҖӮеӣ жӯӨдјҡеҪўжҲҗйҘұж»Ўп№җеңҶж•ҙзҡ„з„ҠзӮ№п№җзҰ»ејҖжіўеі°е°ҫйғЁзҡ„еӨҡдҪҷз„Ҡж–ҷп№җз”ұдәҺйҮҚеҠӣзҡ„еҺҹеӣ п№җеӣһиҗҪеҲ°й”Ўй”…дёӯ гҖӮ
жҺЁиҚҗзӮ№еҮ»пјҡиҮӘеҠЁжіўеі°з„Ҡ жіўеі°з„Ҡдҝқе…»ж–№жі• еҸҢжіўеі°з„ҠеҺҹзҗҶе’Ңзү№зӮ№ жіўеі°з„Ҡдё»иҰҒе·ҘиүәеҸӮж•°
жіўеі°з„Ҡз”ҹдә§зәҝ
дёҖгҖҒжіўеі°з„Ҡе·Ҙиүәжё©еәҰжӣІзәҝи§Јжһҗ
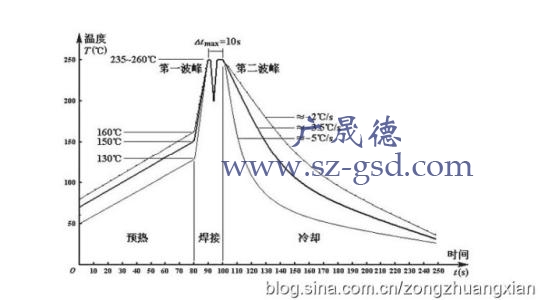
1п№җж¶Ұж№ҝж—¶й—ҙ
жҢҮз„ҠзӮ№дёҺз„Ҡж–ҷзӣёжҺҘи§ҰеҗҺж¶Ұж№ҝејҖе§Ӣзҡ„ж—¶й—ҙ
2п№җеҒңз•ҷж—¶й—ҙ
PCBдёҠжҹҗдёҖдёӘз„ҠзӮ№д»ҺжҺҘи§Ұжіўеі°йқўеҲ°зҰ»ејҖжіўеі°йқўзҡ„ж—¶й—ҙгҖӮеҒңз•ҷ/з„ҠжҺҘж—¶й—ҙзҡ„и®Ўз®—ж–№ејҸжҳҜ﹕еҒңз•ҷ/з„ҠжҺҘж—¶й—ҙ=жіўеі°е®Ҫ/йҖҹеәҰгҖӮ
3п№җйў„зғӯжё©еәҰ
йў„зғӯжё©еәҰжҳҜжҢҮPCBдёҺжіўеі°йқўжҺҘи§ҰеүҚиҫҫеҲ°зҡ„жё©еәҰгҖӮ
еҚ•йқўжқҝ组件гҖҒйҖҡеӯ”еҷЁд»¶дёҺж··иЈқйў„зғӯжё©еәҰ 90~100в„ғпјӣ
еҸҢйқўжқҝ组件гҖҒйҖҡеӯ”еҷЁд»¶йў„зғӯжё©еәҰ100~110в„ғпјӣ
еҸҢйқўжқҝ组件гҖҒж··иЈқе…ғеҷЁд»¶йў„зғӯжё©еәҰ100~110в„ғпјӣ
еӨҡеұӮжқҝгҖҒйҖҡеӯ”е…ғеҷЁд»¶йў„зғӯжё©еәҰ115~125в„ғпјӣ
еӨҡеұӮжқҝгҖҒж··иЈқе…ғеҷЁд»¶йў„зғӯжё©еәҰ115~125в„ғгҖӮ
4п№җз„ҠжҺҘжё©еәҰ
з„ҠжҺҘжё©еәҰжҳҜйқһеёёйҮҚиҰҒзҡ„з„ҠжҺҘеҸӮж•°п№җйҖҡеёёй«ҳдәҺз„Ҡж–ҷзҶ”зӮ№пјҲ183В°C пјү50В°C ~60В°CеӨ§еӨҡж•°жғ…еҶөжҳҜжҢҮз„Ҡй”ЎзӮүзҡ„жё©еәҰе®һйҷ…иҝҗиЎҢж—¶п№җжүҖз„ҠжҺҘзҡ„PCBз„ҠзӮ№жё©еәҰиҰҒдҪҺдәҺзӮүжё©п№җиҝҷжҳҜеӣ дёәPCBеҗёзғӯзҡ„з»“жһңгҖӮ
5гҖҒдёҖжіўеі°жҳҜжү°жөҒжіўд№ҹеҸ«еҶІеҮ»жіўз„ҠжҺҘпјҢдё»иҰҒз”ЁдәҺз„ҠжҺҘиҙҙзүҮе…ғ件гҖҒеҸҢйқўз„Ҡзӣҳе…ғ件д»ҘеҸҠжІ»е…·жҢЎдҪҸзҡ„зӢӯе°Ҹең°ж–№пјҢжү“зҡ„й«ҳгҖӮ
6гҖҒдәҢжіўжҳҜе№іжіўпјҢеҜ№дёҖжіўиҝӣиЎҢиҝһй”ЎзӯүеӨ„зҗҶпјҢзӣёеҪ“дәҺ第дәҢж¬ЎиЎҘз„ҠгҖӮеҰӮжһңеҸӘжңүжҸ’件пјҢbottomйқўжІЎжңүиҙҙзүҮеҷЁд»¶еҸҜд»Ҙе…іжҺүдёҖжіўеі°з„ҠжҺҘгҖӮ
дәҢгҖҒжіўеі°з„ҠзӮ№жҲҗеһӢеҺҹзҗҶпјҡ
еҪ“PCBиҝӣе…Ҙжіўеі°йқўеүҚз«Ҝж—¶п№җеҹәжқҝдёҺеј•и„ҡиў«еҠ зғӯп№җ并еңЁжңӘзҰ»ејҖжіўеі°йқўд№ӢеүҚп№җж•ҙдёӘPCBжөёеңЁз„Ҡж–ҷдёӯп№җеҚіиў«з„Ҡж–ҷжүҖжЎҘиҒ”п№җдҪҶеңЁзҰ»ејҖжіўеі°е°ҫз«Ҝзҡ„зһ¬й—ҙп№җе°‘йҮҸзҡ„з„Ҡж–ҷз”ұдәҺж¶Ұж№ҝеҠӣзҡ„дҪңз”Ёп№җзІҳйҷ„еңЁз„ҠзӣҳдёҠп№җ并з”ұдәҺиЎЁйқўеј еҠӣзҡ„еҺҹеӣ п№җдјҡеҮәзҺ°д»Ҙеј•зәҝдёәдёӯеҝғ收缩иҮіжңҖе°ҸзҠ¶жҖҒп№җжӯӨж—¶з„Ҡж–ҷдёҺз„Ҡзӣҳд№Ӣй—ҙзҡ„ж¶Ұж№ҝеҠӣеӨ§дәҺдёӨз„Ҡзӣҳд№Ӣй—ҙзҡ„з„Ҡж–ҷзҡ„еҶ…иҒҡеҠӣгҖӮеӣ жӯӨдјҡеҪўжҲҗйҘұж»Ўп№җеңҶж•ҙзҡ„з„ҠзӮ№п№җзҰ»ејҖжіўеі°е°ҫйғЁзҡ„еӨҡдҪҷз„Ҡж–ҷп№җз”ұдәҺйҮҚеҠӣзҡ„еҺҹеӣ п№җеӣһиҗҪеҲ°й”Ўй”…дёӯ гҖӮ
жҺЁиҚҗзӮ№еҮ»пјҡиҮӘеҠЁжіўеі°з„Ҡ жіўеі°з„Ҡдҝқе…»ж–№жі• еҸҢжіўеі°з„ҠеҺҹзҗҶе’Ңзү№зӮ№ жіўеі°з„Ҡдё»иҰҒе·ҘиүәеҸӮж•°
 зІӨе…¬зҪ‘е®үеӨҮ 44030602002442еҸ·
зІӨе…¬зҪ‘е®үеӨҮ 44030602002442еҸ·