



жҠҖжңҜиө„ж–ҷ
дә§е“ҒзҹҘиҜҶ
еҪ“еүҚдҪҚзҪ®пјҡйҰ–йЎө >жҠҖжңҜиө„ж–ҷ > дә§е“ҒзҹҘиҜҶеӣһжөҒз„ҠеӣӣеӨ§жё©еҢәзҡ„дҪңз”ЁдёҺеҪұе“Қ
ж—¶й—ҙпјҡ2020-09-09 15:28:13 жқҘжәҗпјҡе№ҝжҷҹеҫ·
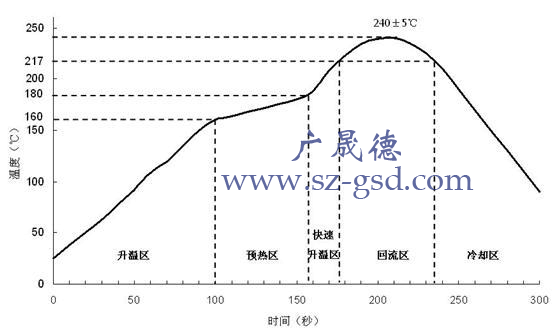
еңЁеӣһжөҒз„ҠжҺҘз”ҹдә§иҝҮзЁӢдёӯпјҢз„ҠжҺҘжё©еәҰжӣІзәҝжҳҜдёҖдёӘйҮҚиҰҒзҡ„еҸҳйҮҸпјҢе®ғеҜ№дә§е“ҒжҲҗе“ҒзҺҮзҡ„еҪұе“ҚеҚҒеҲҶжҳҫзқҖгҖӮжңүжҺҘи§ҰиҝҮеӣһжөҒз„Ҡзҡ„еә”иҜҘзҹҘйҒ“пјҢеӣһжөҒз„Ҡж №жҚ®еҠҹиғҪеҲ’еҲҶжё©еҢәжҖ»е…ұжңүеӣӣдёӘжё©еҢәпјҡйў„зғӯеҢәгҖҒеқҮзғӯжҒ’жё©еҢәгҖҒеӣһжөҒз„ҠжҺҘеҺ»гҖҒеҶ·еҚҙеҢәгҖӮдёӢйқўе№ҝжҷҹеҫ·еҲҶдә«дёҖдёӢеӣһжөҒз„ҠеӣӣеӨ§жё©еҢәзҡ„дҪңз”ЁдёҺеҪұе“ҚгҖӮ
дёҖгҖҒеӣһжөҒз„Ҡйў„зғӯеҢәдҪңз”ЁдёҺеҪұе“Қ
еңЁеӣһжөҒз„Ҡйў„зғӯеҢәпјҢжё©еәҰжҳҜ150в„ғиҮі200в„ғпјҢе…ғ件дҫӣеә”е•ҶйҖҡеёёе»әи®®дҪҝз”Ёзҡ„еҚҮжё©йҖҹеәҰжҳҜжҜҸз§’2в„ғд»ҘдёӢпјҢд»ҘйҒҝе…ҚеҜ№е®№жҳ“еҸ—жё©еәҰеҪұе“Қзҡ„е…ғ件пјҲдҫӢеҰӮпјҢйҷ¶з“·зүҮзҠ¶з”өйҳ»еҷЁпјүйҖ жҲҗзғӯеҶІеҮ»гҖӮиҜҘеҢәеҹҹзҡ„зӣ®зҡ„жҳҜжҠҠе®Өжё©зҡ„PCBе°Ҫеҝ«еҠ зғӯпјҢдёәдәҶдҪҝз„ҠиҶҸжҙ»жҖ§еҢ–пјҢеҗҢж—¶йҷӨеҺ»з„ҠиҶҸдёӯзҡ„ж°ҙд»ҪгҖҒжә¶еүӮпјҢд»ҘйҳІз„ҠиҶҸеҸ‘з”ҹеЎҢиҗҪе’Ңз„Ҡж–ҷйЈһжә…гҖӮд»ҘиҫҫеҲ°з¬¬дәҢдёӘзү№е®ҡзӣ®ж ҮпјҢдҪҶеҚҮжё©йҖҹзҺҮиҰҒжҺ§еҲ¶еңЁйҖӮеҪ“иҢғеӣҙд»ҘеҶ…пјҢеҰӮжһңиҝҮеҝ«пјҢдјҡдә§з”ҹзғӯеҶІеҮ»пјҢз”өи·Ҝжқҝе’Ңе…ғ件йғҪеҸҜиғҪеҸ—жҚҹпјӣиҝҮж…ўпјҢеҲҷжә¶еүӮжҢҘеҸ‘дёҚе……еҲҶпјҢеҪұе“Қз„ҠжҺҘиҙЁйҮҸгҖӮ
дәҢгҖҒеӣһжөҒз„Ҡдҝқжё©еҢәдҪңз”ЁдёҺеҪұе“Қ
дё»иҰҒзӣ®зҡ„жҳҜдҪҝеӣһжөҒз„ҠзӮүзӮүеҶ…PCBжқҝеҸҠеҗ„е…ғеҷЁд»¶зҡ„жё©еәҰзЁіе®ҡпјҢдҪҝе…ғ件温еәҰдҝқжҢҒдёҖиҮҙгҖӮз”ұдәҺе…ғеҷЁд»¶еӨ§е°ҸдёҚдёҖпјҢеӨ§зҡ„е…ғ件йңҖиҰҒзғӯйҮҸеӨҡпјҢеҚҮжё©ж…ўпјҢе°Ҹзҡ„е…ғ件еҚҮжё©еҝ«пјҢеңЁдҝқжё©еҢәеҹҹйҮҢз»ҷдәҲи¶іеӨҹзҡ„ж—¶й—ҙдҪҝиҫғеӨ§е…ғ件зҡ„жё©еәҰиө¶дёҠиҫғе°Ҹе…ғ件пјҢдҪҝеҠ©з„ҠеүӮе……еҲҶжҢҘеҸ‘еҮәеҺ»пјҢйҒҝе…Қз„ҠжҺҘж—¶жңүж°”жіЎгҖӮдҝқжё©ж®өз»“жқҹпјҢз„ҠзӣҳпјҢз„Ҡж–ҷзҗғеҸҠе…ғ件引и„ҡдёҠзҡ„ж°§еҢ–зү©еңЁеҠ©з„ҠеүӮзҡ„дҪңз”ЁдёӢиў«йҷӨеҺ»пјҢж•ҙдёӘз”өи·Ҝжқҝзҡ„жё©еәҰд№ҹиҫҫеҲ°е№іиЎЎгҖӮе№ҝжҷҹеҫ·жҸҗйҶ’иҝҷдёӘжё©еҢәжүҖжңүе…ғ件еңЁиҝҷдёҖж®өз»“жқҹж—¶еә”е…·жңүзӣёеҗҢзҡ„жё©еәҰпјҢеҗҰеҲҷеңЁеӣһжөҒж®өе°Ҷдјҡеӣ дёәеҗ„йғЁеҲҶжё©еәҰдёҚеқҮиҖҢдә§з”ҹеҗ„з§ҚдёҚиүҜз„ҠжҺҘзҺ°иұЎгҖӮжё©еәҰдёҠеҚҮеҝ…йЎ»ж…ў(еӨ§зәҰжҜҸз§’3В°C)пјҢд»ҘйҷҗеҲ¶жІёи…ҫе’ҢйЈһжә…пјҢйҳІжӯўеҪўжҲҗе°Ҹй”ЎзІ’пјҢиҝҳжңүпјҢдёҖдәӣе…ғ件еҜ№еҶ…йғЁеә”еҠӣжҜ”иҫғж•Ҹж„ҹпјҢеҰӮжһңе…ғ件еӨ–йғЁжё©еәҰдёҠеҚҮеӨӘеҝ«пјҢдјҡйҖ жҲҗж–ӯиЈӮгҖӮ
дёүгҖҒеӣһжөҒз„ҠжҺҘеҢәдҪңз”ЁдёҺеҪұе“Қ
еӣһжөҒз„ҠеҢәеҹҹйҮҢеҠ зғӯеҷЁзҡ„жё©еәҰеҚҮиҮіжңҖй«ҳпјҢе…ғ件зҡ„жё©еәҰеҝ«йҖҹдёҠеҚҮиҮіжңҖй«ҳжё©еәҰгҖӮеңЁеӣһжөҒиЎ—йҒ“ж®өпјҢе…¶з„ҠжҺҘеі°еҖјжё©еәҰйҡҸжүҖз”Ёз„ҠиҶҸзҡ„дёҚеҗҢиҖҢдёҚеҗҢпјҢеі°еҖјжё©еәҰдёҖиҲ¬дёә210-230в„ғпјҢеӣһжөҒж—¶й—ҙдёҚе®ңиҝҮй•ҝпјҢд»ҘйҳІеҜ№е…ғ件еҸҠPCBйҖ жҲҗдёҚиүҜеҪұе“ҚпјҢеҸҜиғҪдјҡйҖ жҲҗз”өи·Ҝжқҝиў«зғӨз„ҰзӯүгҖӮеңЁиҝҷдёӘжё©еҢәпјҢеҰӮжһңжё©еәҰеӨӘй«ҳпјҢз”өи·ҜжқҝжңүеҸҜиғҪдјҡзғ§дјӨжҲ–иҖ…зғ§з„ҰгҖӮеҰӮжһңжё©еәҰеӨӘдҪҺпјҢз„ҠзӮ№дјҡе‘ҲзҺ°зҒ°жҡ—е’ҢзІ’зҠ¶гҖӮиҝҷдёӘжё©еҢәзҡ„еі°еҖјжё©еәҰпјҢеә”иҜҘй«ҳеҲ°и¶ід»ҘдҪҝеҠ©з„ҠеүӮе……еҲҶиө·дҪңз”ЁпјҢиҖҢдё”ж№ҝж¶ҰжҖ§еҫҲеҘҪгҖӮдҪҶе®ғдёҚеә”иҜҘй«ҳеҲ°еҜјиҮҙе…ғ件жҲ–иҖ…з”өи·ҜжқҝжҚҹеқҸгҖҒеҸҳиүІжҲ–иҖ…зғ§з„Ұзҡ„зЁӢеәҰгҖӮеҜ№дәҺж— й“…з„ҠжҺҘпјҢиҝҷдёӘжё©еҢәзҡ„еі°еҖјжё©еәҰеә”иҜҘжҳҜ230в„ғиҮі245в„ғгҖӮж¶Ізӣёзәҝд»ҘдёҠж—¶й—ҙпјҲTALпјүеә”иҜҘжҳҜ30з§’еҲ°60з§’гҖӮжё©еәҰй«ҳдәҺй”ЎиҶҸзҶ”зӮ№жҲ–ж¶Ізӣёзәҝзҡ„жҢҒз»ӯж—¶й—ҙиҝҮй•ҝпјҢдјҡжҚҹеқҸжҳ“еҸ—жё©еәҰеҪұе“Қзҡ„е…ғ件гҖӮе®ғд№ҹдјҡеҜјиҮҙйҮ‘еұһй—ҙзҡ„иҝҮеәҰеҢ–еҗҲпјҢдҪҝз„ҠзӮ№еҸҳеҫ—еҫҲи„ҶпјҢйҷҚдҪҺз„ҠзӮ№зҡ„жҠ—з–ІеҠіиғҪеҠӣгҖӮ
еӣӣгҖҒеӣһжөҒз„ҠеҶ·еҚҙеҢәдҪңз”ЁдёҺеҪұе“Қ
еӣһжөҒд№ӢеҗҺз„ҠзӮ№зҡ„еҶ·еҚҙйҖҹеәҰд№ҹеҫҲйҮҚиҰҒгҖӮеҶ·еҚҙйҖҹеәҰи¶Ҡеҝ«пјҢй”ЎиҶҸз»“жҷ¶зІ’еәҰи¶Ҡе°ҸпјҢжҠ—з–ІеҠіиғҪеҠӣи¶Ҡй«ҳпјҢеӣ жӯӨпјҢеҶ·еҚҙйҖҹеәҰеә”иҜҘи¶Ҡеҝ«и¶ҠеҘҪгҖӮеҝ«йҖҹзҡ„иҝӣиЎҢеҶ·еҚҙпјҢе°ҶжңүеҠ©дәҺеҫ—еҲ°жҳҺдә®зҡ„з„ҠзӮ№е№¶йҘұж»Ўзҡ„еӨ–еҪўе’ҢдҪҺзҡ„жҺҘи§Ұи§’еәҰгҖӮзј“ж…ўеҶ·еҚҙдјҡеҜјиҮҙPADзҡ„жӣҙеӨҡеҲҶи§Јзү©иҝӣе…Ҙй”ЎдёӯпјҢдә§з”ҹзҒ°жҡ—жҜӣзіҷзҡ„з„ҠзӮ№пјҢз”ҡиҮіеј•иө·жІҫй”ЎдёҚиүҜе’Ңејұз„ҠзӮ№з»“еҗҲеҠӣгҖӮ
дёҖгҖҒеӣһжөҒз„Ҡйў„зғӯеҢәдҪңз”ЁдёҺеҪұе“Қ
еңЁеӣһжөҒз„Ҡйў„зғӯеҢәпјҢжё©еәҰжҳҜ150в„ғиҮі200в„ғпјҢе…ғ件дҫӣеә”е•ҶйҖҡеёёе»әи®®дҪҝз”Ёзҡ„еҚҮжё©йҖҹеәҰжҳҜжҜҸз§’2в„ғд»ҘдёӢпјҢд»ҘйҒҝе…ҚеҜ№е®№жҳ“еҸ—жё©еәҰеҪұе“Қзҡ„е…ғ件пјҲдҫӢеҰӮпјҢйҷ¶з“·зүҮзҠ¶з”өйҳ»еҷЁпјүйҖ жҲҗзғӯеҶІеҮ»гҖӮиҜҘеҢәеҹҹзҡ„зӣ®зҡ„жҳҜжҠҠе®Өжё©зҡ„PCBе°Ҫеҝ«еҠ зғӯпјҢдёәдәҶдҪҝз„ҠиҶҸжҙ»жҖ§еҢ–пјҢеҗҢж—¶йҷӨеҺ»з„ҠиҶҸдёӯзҡ„ж°ҙд»ҪгҖҒжә¶еүӮпјҢд»ҘйҳІз„ҠиҶҸеҸ‘з”ҹеЎҢиҗҪе’Ңз„Ҡж–ҷйЈһжә…гҖӮд»ҘиҫҫеҲ°з¬¬дәҢдёӘзү№е®ҡзӣ®ж ҮпјҢдҪҶеҚҮжё©йҖҹзҺҮиҰҒжҺ§еҲ¶еңЁйҖӮеҪ“иҢғеӣҙд»ҘеҶ…пјҢеҰӮжһңиҝҮеҝ«пјҢдјҡдә§з”ҹзғӯеҶІеҮ»пјҢз”өи·Ҝжқҝе’Ңе…ғ件йғҪеҸҜиғҪеҸ—жҚҹпјӣиҝҮж…ўпјҢеҲҷжә¶еүӮжҢҘеҸ‘дёҚе……еҲҶпјҢеҪұе“Қз„ҠжҺҘиҙЁйҮҸгҖӮ
дәҢгҖҒеӣһжөҒз„Ҡдҝқжё©еҢәдҪңз”ЁдёҺеҪұе“Қ
дё»иҰҒзӣ®зҡ„жҳҜдҪҝеӣһжөҒз„ҠзӮүзӮүеҶ…PCBжқҝеҸҠеҗ„е…ғеҷЁд»¶зҡ„жё©еәҰзЁіе®ҡпјҢдҪҝе…ғ件温еәҰдҝқжҢҒдёҖиҮҙгҖӮз”ұдәҺе…ғеҷЁд»¶еӨ§е°ҸдёҚдёҖпјҢеӨ§зҡ„е…ғ件йңҖиҰҒзғӯйҮҸеӨҡпјҢеҚҮжё©ж…ўпјҢе°Ҹзҡ„е…ғ件еҚҮжё©еҝ«пјҢеңЁдҝқжё©еҢәеҹҹйҮҢз»ҷдәҲи¶іеӨҹзҡ„ж—¶й—ҙдҪҝиҫғеӨ§е…ғ件зҡ„жё©еәҰиө¶дёҠиҫғе°Ҹе…ғ件пјҢдҪҝеҠ©з„ҠеүӮе……еҲҶжҢҘеҸ‘еҮәеҺ»пјҢйҒҝе…Қз„ҠжҺҘж—¶жңүж°”жіЎгҖӮдҝқжё©ж®өз»“жқҹпјҢз„ҠзӣҳпјҢз„Ҡж–ҷзҗғеҸҠе…ғ件引и„ҡдёҠзҡ„ж°§еҢ–зү©еңЁеҠ©з„ҠеүӮзҡ„дҪңз”ЁдёӢиў«йҷӨеҺ»пјҢж•ҙдёӘз”өи·Ҝжқҝзҡ„жё©еәҰд№ҹиҫҫеҲ°е№іиЎЎгҖӮе№ҝжҷҹеҫ·жҸҗйҶ’иҝҷдёӘжё©еҢәжүҖжңүе…ғ件еңЁиҝҷдёҖж®өз»“жқҹж—¶еә”е…·жңүзӣёеҗҢзҡ„жё©еәҰпјҢеҗҰеҲҷеңЁеӣһжөҒж®өе°Ҷдјҡеӣ дёәеҗ„йғЁеҲҶжё©еәҰдёҚеқҮиҖҢдә§з”ҹеҗ„з§ҚдёҚиүҜз„ҠжҺҘзҺ°иұЎгҖӮжё©еәҰдёҠеҚҮеҝ…йЎ»ж…ў(еӨ§зәҰжҜҸз§’3В°C)пјҢд»ҘйҷҗеҲ¶жІёи…ҫе’ҢйЈһжә…пјҢйҳІжӯўеҪўжҲҗе°Ҹй”ЎзІ’пјҢиҝҳжңүпјҢдёҖдәӣе…ғ件еҜ№еҶ…йғЁеә”еҠӣжҜ”иҫғж•Ҹж„ҹпјҢеҰӮжһңе…ғ件еӨ–йғЁжё©еәҰдёҠеҚҮеӨӘеҝ«пјҢдјҡйҖ жҲҗж–ӯиЈӮгҖӮ
дёүгҖҒеӣһжөҒз„ҠжҺҘеҢәдҪңз”ЁдёҺеҪұе“Қ
еӣһжөҒз„ҠеҢәеҹҹйҮҢеҠ зғӯеҷЁзҡ„жё©еәҰеҚҮиҮіжңҖй«ҳпјҢе…ғ件зҡ„жё©еәҰеҝ«йҖҹдёҠеҚҮиҮіжңҖй«ҳжё©еәҰгҖӮеңЁеӣһжөҒиЎ—йҒ“ж®өпјҢе…¶з„ҠжҺҘеі°еҖјжё©еәҰйҡҸжүҖз”Ёз„ҠиҶҸзҡ„дёҚеҗҢиҖҢдёҚеҗҢпјҢеі°еҖјжё©еәҰдёҖиҲ¬дёә210-230в„ғпјҢеӣһжөҒж—¶й—ҙдёҚе®ңиҝҮй•ҝпјҢд»ҘйҳІеҜ№е…ғ件еҸҠPCBйҖ жҲҗдёҚиүҜеҪұе“ҚпјҢеҸҜиғҪдјҡйҖ жҲҗз”өи·Ҝжқҝиў«зғӨз„ҰзӯүгҖӮеңЁиҝҷдёӘжё©еҢәпјҢеҰӮжһңжё©еәҰеӨӘй«ҳпјҢз”өи·ҜжқҝжңүеҸҜиғҪдјҡзғ§дјӨжҲ–иҖ…зғ§з„ҰгҖӮеҰӮжһңжё©еәҰеӨӘдҪҺпјҢз„ҠзӮ№дјҡе‘ҲзҺ°зҒ°жҡ—е’ҢзІ’зҠ¶гҖӮиҝҷдёӘжё©еҢәзҡ„еі°еҖјжё©еәҰпјҢеә”иҜҘй«ҳеҲ°и¶ід»ҘдҪҝеҠ©з„ҠеүӮе……еҲҶиө·дҪңз”ЁпјҢиҖҢдё”ж№ҝж¶ҰжҖ§еҫҲеҘҪгҖӮдҪҶе®ғдёҚеә”иҜҘй«ҳеҲ°еҜјиҮҙе…ғ件жҲ–иҖ…з”өи·ҜжқҝжҚҹеқҸгҖҒеҸҳиүІжҲ–иҖ…зғ§з„Ұзҡ„зЁӢеәҰгҖӮеҜ№дәҺж— й“…з„ҠжҺҘпјҢиҝҷдёӘжё©еҢәзҡ„еі°еҖјжё©еәҰеә”иҜҘжҳҜ230в„ғиҮі245в„ғгҖӮж¶Ізӣёзәҝд»ҘдёҠж—¶й—ҙпјҲTALпјүеә”иҜҘжҳҜ30з§’еҲ°60з§’гҖӮжё©еәҰй«ҳдәҺй”ЎиҶҸзҶ”зӮ№жҲ–ж¶Ізӣёзәҝзҡ„жҢҒз»ӯж—¶й—ҙиҝҮй•ҝпјҢдјҡжҚҹеқҸжҳ“еҸ—жё©еәҰеҪұе“Қзҡ„е…ғ件гҖӮе®ғд№ҹдјҡеҜјиҮҙйҮ‘еұһй—ҙзҡ„иҝҮеәҰеҢ–еҗҲпјҢдҪҝз„ҠзӮ№еҸҳеҫ—еҫҲи„ҶпјҢйҷҚдҪҺз„ҠзӮ№зҡ„жҠ—з–ІеҠіиғҪеҠӣгҖӮ
еӣӣгҖҒеӣһжөҒз„ҠеҶ·еҚҙеҢәдҪңз”ЁдёҺеҪұе“Қ
еӣһжөҒд№ӢеҗҺз„ҠзӮ№зҡ„еҶ·еҚҙйҖҹеәҰд№ҹеҫҲйҮҚиҰҒгҖӮеҶ·еҚҙйҖҹеәҰи¶Ҡеҝ«пјҢй”ЎиҶҸз»“жҷ¶зІ’еәҰи¶Ҡе°ҸпјҢжҠ—з–ІеҠіиғҪеҠӣи¶Ҡй«ҳпјҢеӣ жӯӨпјҢеҶ·еҚҙйҖҹеәҰеә”иҜҘи¶Ҡеҝ«и¶ҠеҘҪгҖӮеҝ«йҖҹзҡ„иҝӣиЎҢеҶ·еҚҙпјҢе°ҶжңүеҠ©дәҺеҫ—еҲ°жҳҺдә®зҡ„з„ҠзӮ№е№¶йҘұж»Ўзҡ„еӨ–еҪўе’ҢдҪҺзҡ„жҺҘи§Ұи§’еәҰгҖӮзј“ж…ўеҶ·еҚҙдјҡеҜјиҮҙPADзҡ„жӣҙеӨҡеҲҶи§Јзү©иҝӣе…Ҙй”ЎдёӯпјҢдә§з”ҹзҒ°жҡ—жҜӣзіҷзҡ„з„ҠзӮ№пјҢз”ҡиҮіеј•иө·жІҫй”ЎдёҚиүҜе’Ңејұз„ҠзӮ№з»“еҗҲеҠӣгҖӮ
 зІӨе…¬зҪ‘е®үеӨҮ 44030602002442еҸ·
зІӨе…¬зҪ‘е®үеӨҮ 44030602002442еҸ·