



回流焊机工艺要求、影响与流程
时间:2022-09-21 16:23:24 来源:广晟德
回流焊工艺的优势是温度易于控制,焊接过程中还能避免氧化,制造成本也更容易控制。这种设备的内部有一个加热电路,将空气或者氮气加热到足够高的温度后吹向已经贴好元件的线路板,让元件两侧的焊料融化后与主板粘结形成焊接过程。广晟德这里与大家分享一下回流焊机工艺要求、影响因素与工艺流程。
回流焊工作视频
一、回流焊机操作工艺要求

SMT生产线
1.要设置合理的再流焊温度曲线并定期做温度曲线的实时测试。
2.要按照PCB设计时的焊接方向进行焊接。
3.焊接过程中严防传送带震动。
4.必须对首块印制板的焊接效果进行检查。
5.焊接是否充分、焊点表面是否光滑、焊点形状是否呈半月状、锡球和残留物的情况、连焊和虚焊的情况。还要检查PCB表面颜色变化等情况。并根据检查结果调整温度曲线。在整批生产过程中要定时检查焊接质量。
二、回流焊工艺的影响因素:
1.通常PLCC、QFP与一个分立片状元件相比热容量要大,焊接大面积元件就比小元件更困难些。
2.在回流焊炉中传送带在周而复使传送产品进行回流焊的同时,也成为一个散热系统,此外在加热部分的边缘与中心散热条件不同,边缘一般温度偏低,炉内除各温区温度要求不同外,同一载面的温度也差异。
3.产品装载量不同的影响。回流焊的温度曲线的调整要考虑在空载,负载及不同负载因子情况下能得到良好的重复性。负载因子定义为: LF=L/(L+S);其中L=组装基板的长度,S=组装基板的间隔。回流焊工艺要得到重复性好的结果,负载因子愈大愈困难。通常回流焊炉的最大负载因子的范围为0.5~0.9。这要根据产品情况(元件焊接密度、不同基板)和再流炉的不同型号来决定。要得到良好的焊接效果和重复性,实践经验很重要的。
三、回流焊机工艺流程
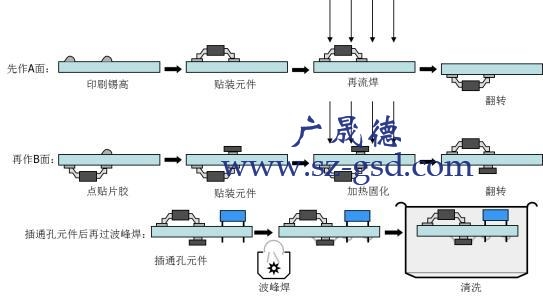
回流焊工艺流程
回流焊贴装为表面贴装的板,其流程比较复杂,可分为两种:单面贴装、双面贴装。
1、单面贴装:预涂锡膏→贴片(分为手工贴装和机器自动贴装)→回流焊→检查及电测试。
2、双面贴装:A面预涂锡膏→贴片(分为手工贴装和机器自动贴装)→回流焊→B面预涂锡膏→贴片(分为手工贴装和机器自动贴装)→回流焊→检查及电测试。
回流焊的最简单的流程是"丝印焊膏--贴片--回流焊,其核心是丝印的准确,对贴片是由机器的PPM来定良率,回流焊是要控制温度上升和最高温度及下降温度曲线。
推荐点击:氮气回流焊 回流焊接原理和工艺要求 回流焊主要工艺参数的控制 回流焊工艺基本要求
 粤公网安备 44030602002442号
粤公网安备 44030602002442号