



波峰焊基本工作原理
时间:2022-07-08 19:00:13 来源:广晟德集团
波峰焊是一种借助泵压作用,使熔融的液态焊料表面形成特定形状的焊料波,当插装了元器件的装联组件以一定角度通过焊料波时,在引脚焊区形成焊点的工艺技术。组件在由链式传送带传送的过程中,先在焊机预热区进行预热(组件预热及其所要达到的温度依然由预定的温度曲线控制)。实际焊接中,通常还要控制组件面的预热温度,因此许多设备都增加了相应的温度检测装置(如红外探测器)。预热后,组件进入锡槽进行焊接。锡槽盛有熔融的液态焊料,钢槽底部喷嘴将熔碰焊料订出定形状的波哆,这样,在组件焊接面通过波时就被焊料波加热,同时焊料波也就润湿焊区并进行扩展填充,最终实现焊接过程。
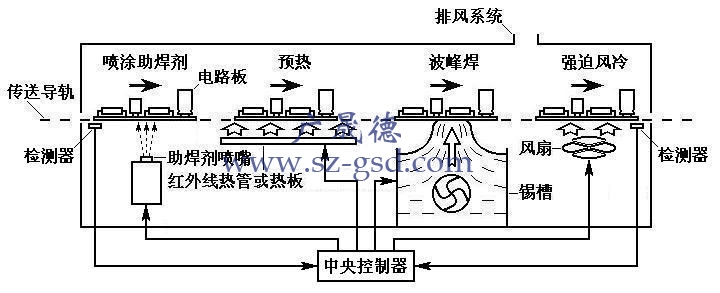
波峰焊工作原理图
显然,波峰焊是采用对流传热原理对焊区进行加热的。熔融的焊料波作为热源,它一方面流动以冲刷引脚焊区,另一方面也起到了热传导作用,引脚焊区正是在此作用下加热的。采用银锡焊料时,熔融焊料温度通常控制在245℃左右。为了保证焊区升温,焊料波通常具有定宽度,这样,当组件焊接面通过波时就有充分的加热、润湿等时间。传统的波峰焊中,一般采用个波,而且波比较平坦。随着无铅焊料的使用,目前多采取双波形式。
波峰焊波
元器件的引脚为液态焊料浸入金属化通孔提供了条途径。当引脚接触到焊料波后,借助于表面张力的作用,液态焊料沿引脚和孔壁向上爬升。金属化通孔的毛细管作用进步促进了焊料的爬升。焊料到达PcB部焊盘后,在焊盘的表面张力作用下铺展开来。上升中的焊料排出了通孔中的焊剂气体和空气,从而填充了通孔,在冷却后终形成了焊点。
波峰焊基本工作原理流程视频
波峰焊工作流程视频
波峰焊与回流焊的主要区别在于焊接中的加热源和焊料的供给方式不同。
波峰焊中,焊料在槽中校预先加热熔化状态,泵起的焊料波起着热源和提供焊料的双重作用。熔慰的焊料波使PcB的通孔、焊盘和元器件引脚被加热,同时也为形成焊点提供了所需的焊料。在回流焊中,焊料(焊锡膏)是被预先定量分配到PCB的焊区上,回流时热源的作用在于使焊料重新被熔化。
波峰焊的主要部件构成及工作原理
一台波峰焊机,主要由传送带、加热器、锡槽、泵、助焊剂发泡(或喷雾)装置等组成。主要分为助焊剂添加区、预热区、焊接区。
锡槽里的焊料,在加热器的加热下,逐渐熔融,熔融的液态焊料﹐在机械泵(或电磁泵)的作用下﹐在焊料槽液面形成特定形状的焊料波﹐成为波。插装了元件的PCB置于传送装置上﹐经过某特定的角度以及定的浸入深度穿过焊料波而实现焊点焊接,所以称为波峰焊。sz-gsd.com
对单波而言,只有一个波,称为平流波。对双波而言,第一个波称为扰流波,第二个波称为平流波(平滑波)。
扰流波的作用:SMT元件焊接及防止漏焊,它保证穿过电路板的焊料分布适当。焊料以较高速通过狭缝渗入,从而透入窄小间隙。喷射方向与电路板进行方向相同。对SMT元件而言,扰流波基本能完成焊接。但对通孔元件而言,扰流波本身并不能适当焊接元件,它给焊点上留下不平整和过剩的焊料,因此需要第二个波---平流波。
平流波的作用:消除由扰流波产生的毛刺和焊桥。平流波实际上就是单波峰焊机所使用的波,因此,当传统通孔元件在双波机器上焊接时,就可以把扰流波关掉,用平流波就可以完成焊接。平流波的整个波面基本上保持水平,象个镜面。初看起来,好像锡波是静态的,实际上焊锡是在不停流动的,只是波非常平稳。
波峰焊机焊点成型:当PCB进入波面前端时﹐基板与引脚被加热﹐并在未离开波面前﹐整个PCB浸在焊料中﹐即被焊料所桥联﹐但在离开波尾端的瞬间﹐少量的焊料由于润湿力的作用﹐粘附在焊盘上﹐并由于表面张力的原因﹐会出现以引线为中心收缩小状态﹐此时焊料与焊盘间的润湿力大于两焊盘间的焊料的内聚力。因此会形成饱满﹐圆整的焊点﹐离开波尾部的多余焊料﹐由于重力的原因﹐回落到锡槽中。
广晟德二十年专业波峰焊研发生产,本站为大总结了几乎所有波峰焊技术文章和常见问题解决,要了解更多波峰焊知识请点击:波峰焊回流焊资料
相关技术文章推荐阅读
| 波峰焊工艺技术视频介绍 | 波峰焊温度曲线图介绍 |
| 波峰焊的优缺点及改进措施 | 波峰焊的维护保养内容 |
| 波峰焊和回流焊区别 | 怎样对波峰焊锡炉进行保养 |
 粤公网安备 44030602002442号
粤公网安备 44030602002442号