



ццЏшЕц
щЎщЂшЇЃхГ
хНхфНчНЎяМщІщЁЕ >ццЏшЕц > щЎщЂшЇЃхГцГЂхГАчцЊчцЛЁчМКщЗфЛчЛхц
цЖщДяМ2013-09-16 10:20:55 цЅцКяМцЌчЋ
ууцфЛЌхЈцГЂхГАчцЅцЖхчЛхИИфМхКчАчцЅчМКщЗяМхЎцЏцфИчЈххЉфКфЛЊхЈ,фЛхЗЅфЛЖшЁЈщЂхЏфЛЅхчАччМКщЗухИИшЇчхЄшЇчМКщЗцхЌшОЙуччЄухЙщЗхчцЅххНЂч,ццЖшПцшЁЈщЂцАххшЁЈщЂшЃчКЙухщЂччц ЙщЈцЊчщчушцЌццфИЛшІшЎВчцЏцЊчцЛЁчМКщЗфЛчЛхцу
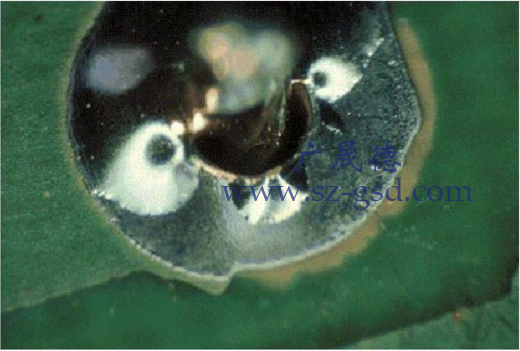
цГЂхГАчцЅцЊчцЛЁ
уу1яМхцИЉщхКІхЄЊхПЋяМ2яМчшчшЇІхцЇшНхЄЊхЗЎццЏчшччВхКІхЈхЊххцЂхЄхЄЊц ЂяМ3яМщхБшДшЗцхКфНхЋщхЄЊфНяМ4яМчВцчВхКІххИхЄЊхЙПяМ5яМчхшЁЈщЂхМ ххЄЊхАуфНцЏяМхшНхЙЖщхП чЖхМшЕЗцЊчцЛЁяМхЈшНЏчцЖяМчхфКчцЊчцЛЁчцхЈшЁЈщЂхМ хчцЈхЈфИццхМчхЏшНяМчццЕхЄБчАшБЁхАфНПцЊчцЛЁщЎщЂххОцДх фИЅщу
уухЈцЄц хЕфИяМчБфКчццЕхЄБшшщхЈцхКхчшПщччцхАфМфНПчшчцххОшПхЄшфИццхМу
уущЄфКхМшЕЗчшхшНчх чД шхЄяМфИщЂчх чД фЙхМшЕЗцЊцЛЁччхИИшЇхх яМ1яМчИхЏЙфКччЙщДччЉКщДшшЈяМчшчцЗхЄЊхЄяМ2яМх чцИЉхКІшПщЋяМ3яМчшхчщхКІцЏчЕшЗЏцПцДхПЋяМ4яМчхцЖІцЙПщхКІхЄЊхПЋяМ5яМчхшИцАххЄЊфНяМ6яМчхчцКЖхцххЄЊщЋяМ7яМчхц шшНЏхчЙхЄЊфНу
 чВЄх
ЌчНхЎхЄ 44030602002442хЗ
чВЄх
ЌчНхЎхЄ 44030602002442хЗ