



жҠҖжңҜиө„ж–ҷ
й—®йўҳи§ЈеҶі
еҪ“еүҚдҪҚзҪ®пјҡйҰ–йЎө >жҠҖжңҜиө„ж–ҷ > й—®йўҳи§ЈеҶіжіўеі°з„ҠзӮ№е Ҷз„Ҡе°‘й”Ўзҡ„еҲҶжһҗ
ж—¶й—ҙпјҡ2019-08-31 17:32:32 жқҘжәҗпјҡжң¬з«ҷ
дёҖгҖҒжіўеі°з„Ҡж–ҷиҝҮеӨҡпјҲе Ҷз„Ҡпјү
гҖҖгҖҖ
жіўеі°з„Ҡж–ҷеңЁз„ҠзӮ№дёҠе ҶйӣҶиҝҮеӨҡиҖҢеҪўжҲҗеҮёзҠ¶иЎЁйқўеӨ–еҪўпјҢзңӢдёҚи§Ғеј•и„ҡиҪ®е»“пјҢеҰӮеӣҫжүҖзӨә:
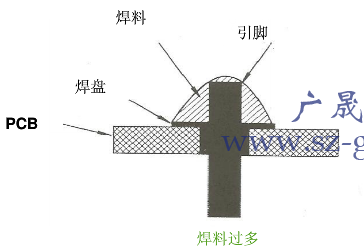
жіўеі°з„ҠзӮ№е Ҷз„Ҡ
гҖҖгҖҖ
дәҢгҖҒжіўеі°з„Ҡж–ҷиҝҮе°‘пјҲе№ІзҳӘпјү
гҖҖгҖҖ
жіўеі°з„ҠжҺҘдёӯз„Ҡж–ҷжңӘиҫҫеҲ°и§„е®ҡзҡ„з„Ҡж–ҷйҮҸпјҢдёҚиғҪе®Ңе…Ёе°ҒдҪҸиў«иҝһжҺҘзҡ„еҜјзәҝпјҢдҪҝе…¶йғЁеҲҶжҡҙйңІеңЁеӨ–гҖӮд»ҺеӨ–и§ӮдёҠзңӢпјҢеҗғй”ЎйҮҸдёҘйҮҚдёҚи¶ігҖҒе№ІзҳӘгҖҒиҲ¬иЎЁзҺ°дёәжҺҘи§Ұи§’ ? <15В°,жөёж¶Ұй«ҳеәҰ H<DгҖӮеҰӮеӣҫжүҖзӨәпјҡ
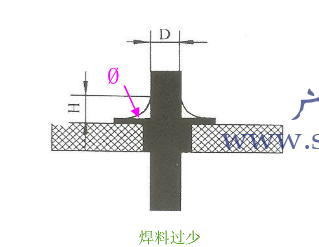
жіўеі°з„ҠзӮ№е°‘й”Ў
гҖҖгҖҖ
еҪўжҲҗеҺҹеӣ
гҖҖгҖҖ1гҖҒ жҺҘеӨҙйҮ‘еұһиЎЁйқўзҠ¶жҖҒдёҺж•·еҪўзҡ„е…ізі»
гҖҖгҖҖВ· еј•зәҝиЎЁйқўзҠ¶жҖҒдёҺж•·еҪўзҡ„е…ізі»
гҖҖгҖҖВ· PCBй“ңз®”иЎЁйқўзҠ¶жҖҒдёҺж•·еҪўзҡ„е…ізі»
гҖҖгҖҖ2гҖҒ PCBеёғзәҝи®ҫи®ЎдёҚ规иҢғдёҺж•·еҪўзҡ„е…ізі»
гҖҖгҖҖВ· зӣҳ-зәҝпјҢдҫӢпјҡеӨ§з„ҠзӣҳпјҢе°Ҹеј•зәҝпјӣз„Ҡзӣҳе®ҡиҖҢеј•зәҝиҝҮзІ—жҲ–иҝҮй•ҝпјҢеҰӮеӣҫжүҖзӨәпјҡ
гҖҖгҖҖВ· з„ҠзӣҳдёҺеҚ°еҲ¶еҜјзәҝзҡ„иҝһжҺҘпјҢдҫӢпјҡзӣҳдёҺзәҝдёҚеҲҶгҖҒиҝһзүҮгҖҒжҲ–иҖ…зӣҳ-зәҝзӣёиҝ‘пјҢеҰӮеӣҫжүҖзӨәпјҡ
гҖҖгҖҖВ· зӣҳ-еӯ”дёҚеҗҢеҝғзҡ„еҪұе“ҚпјҢеҰӮеӣҫжүҖзӨәпјҡ

гҖҖгҖҖ
пјҲ2пјү и§ЈеҶіеҠһжі•
гҖҖгҖҖ1гҖҒж”№е–„иў«з„ҠйҮ‘еұһиЎЁйқўзҡ„иЎЁйқўзҠ¶жҖҒе’ҢеҸҜз„ҠжҖ§
гҖҖгҖҖ2гҖҒжӯЈзЎ®ең°и®ҫи®ЎPCBзҡ„еӣҫеҪўе’Ңеёғзәҝ
гҖҖгҖҖ3гҖҒеҗҲзҗҶең°и°ғж•ҙеҘҪй”ЎзӮүжё©еәҰгҖҒдј йҖҒйҖҹеәҰгҖҒдј йҖҒеҖҫи§’
гҖҖгҖҖ4гҖҒеҗҲзҗҶең°и°ғж•ҙйў„зғӯжё©еәҰ
гҖҖгҖҖ
пјҲ3пјү з„ҠзӮ№зҡ„дҪіж•·еҪў
гҖҖгҖҖВ· жҺҘи§Ұи§’зҡ„дҪіиҢғеӣҙпјҡ15В°<= ? <= 45В°
гҖҖгҖҖВ· з„Ҡж–ҷеҜ№дјёеҮәеј•зәҝзҡ„жөёж¶Ұй«ҳеәҰпјҡH >= D
гҖҖгҖҖВ· дјёеҮәеј•зәҝзҡ„й•ҝеәҰжҳҜзӣҙеҫ„зҡ„3еҖҚпјҡL=3D
 зІӨе…¬зҪ‘е®үеӨҮ 44030602002442еҸ·
зІӨе…¬зҪ‘е®үеӨҮ 44030602002442еҸ·