



жҠҖжңҜиө„ж–ҷ
й—®йўҳи§ЈеҶі
еҪ“еүҚдҪҚзҪ®пјҡйҰ–йЎө >жҠҖжңҜиө„ж–ҷ > й—®йўҳи§ЈеҶіжіўеі°з„ҠжҺҘе·ҘиүәжөҒзЁӢз®ЎжҺ§
ж—¶й—ҙпјҡ2020-09-21 10:54:49 жқҘжәҗпјҡе№ҝжҷҹеҫ·
жіўеі°з„ҠжҺҘе·ҘиүәжөҒзЁӢз®ЎжҺ§

жіўеі°з„Ҡ
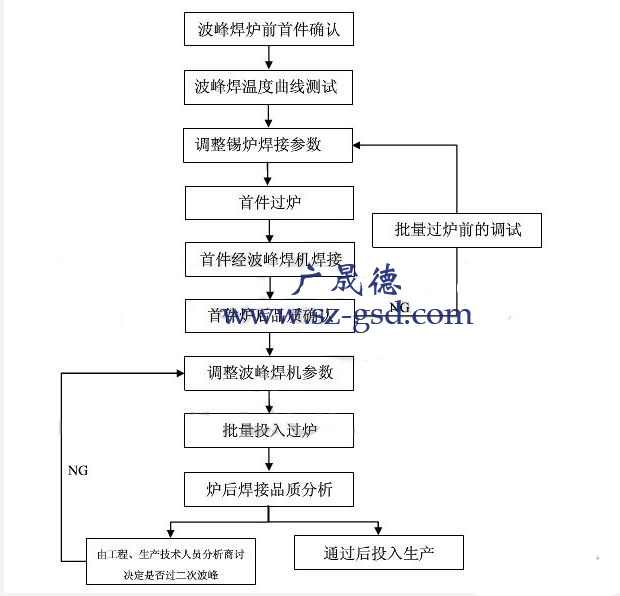
жіўеі°з„Ҡе·ҘиүәжөҒзЁӢеӣҫ
1гҖҒеҜ№дәҺжңүй“…дә§е“Ғз„ҠжҺҘеҗҺйҮҮз”ЁиҮӘ然йЈҺеҶ·еҚҙпјҢеҜ№дәҺж— й“…дә§е“Ғз„ҠжҺҘеҗҺйҮҮз”ЁеҲ¶еҶ·еҺӢзј©жңәејәеҲ¶еҲ¶еҶ·пјҢз„ҠжҺҘеҗҺеҶ·еҚҙиҰҒжұӮпјҡ
a) жҜҸж—Ҙе®һжөӢжё©еәҰжӣІзәҝй«ҳжё©еәҰдёӢйҷҚеҲ°200в„ғй—ҙзҡ„дёӢйҷҚйҖҹзҺҮжҺ§еҲ¶еңЁ8в„ғ/Sд»ҘдёҠгҖӮ b) PCBжқҝиҝҮе®Ңжіў30з§’(зәҰеңЁжіўеҮәеҸЈеҮәеӨ„дҪҚзҪ®)пјҢз„ҠзӮ№жё©еәҰжҺ§еҲ¶еңЁ140в„ғд»ҘдёӢгҖӮ c) еҲ¶еҶ·еҮәйЈҺеҸЈйЈҺйҖҹеҝ…йЎ»жҺ§еҲ¶еңЁ2.0вҖ”4.0M/S.
d) еҜ№еҲ¶еҶ·еҺӢзј©жңәеҲ¶еҶ·жё©еәҰи®ҫеӨҮжҺўеӨҙжҳҫзӨәжё©еәҰжҺ§еҲ¶еңЁ15в„ғд»ҘдёӢгҖӮ
гҖҖгҖҖ
2гҖҒжөӢиҜ•жҠҖжңҜе‘ҳжүҖжөӢиҜ•жё©еәҰжӣІзәҝдёӯеә”ж ҮиҜҶд»ҘдёӢж•°жҚ®пјҡ
a) з„ҠзӮ№йқўж ҮеҮҶйў„зғӯжё©еәҰзҡ„ж—¶й—ҙе’Ңжөёй”ЎеүҚйў„зғӯй«ҳжё©еәҰ; b) з„ҠзӮ№йқўй«ҳиҝҮжіўжё©еәҰ; c) з„ҠзӮ№йқўжөёй”Ўж—¶й—ҙ;d) з„ҠжҺҘеҗҺеҶ·еҚҙжё©еәҰдёӢйҷҚзҡ„ж–ңзҺҮ;
гҖҖгҖҖ
3гҖҒжіўеі°з„ҠжңәйқўжқҝжҳҫзӨәе·ҘдҪңеҸӮж•°жҺ§еҲ¶
жіўеі°з„ҠжҺ§еҲ¶еҸӮж•°иЎЁ
a) й“…жіўеі°з„ҠеҸӮж•°и®ҫзҪ®пјҡ
b) жңүй“…жіўеі°з„ҠеҸӮж•°и®ҫзҪ®
гҖҖгҖҖ
4гҖҒжіўеі°з„Ҡж“ҚдҪңиҰҒжұӮеҸҠеҶ…е®№
a. ж №жҚ®жіўеі°з„ҠжҺҘз”ҹдә§е·Ҙиүәз»ҷеҮәзҡ„еҸӮж•°дёҘж јжҺ§еҲ¶жіўеі°з„Ҡжңәз”өи„‘еҸӮж•°и®ҫзҪ®;
b. жҜҸеӨ©жҢүж—¶и®°еҪ•жіўеі°з„ҠжңәиҝҗиЎҢеҸӮж•°;
c. дҝқиҜҒж”ҫеңЁе–·йӣҫеһӢжіўеі°з„Ҡжңәдј йҖҒеёҰзҡ„иҝһз»ӯ2еҝ«жқҝй—ҙзҡ„и·қзҰ»дёҚе°ҸдәҺ5CM;
d. жҜҸе°Ҹж—¶жЈҖжҹҘжіўеі°з„ҠжңәеҠ©з„ҠеүӮе–·йӣҫзҠ¶еҶөпјҢжҜҸж¬ЎиҪ¬жңәж—¶еҝ…йЎ»зӮ№жЈҖе–·йӣҫжҠҪйЈҺзҪ©зҡ„5Sжғ…еҶөпјҢзЎ®дҝқдёҚдјҡжңүеҠ©з„ҠеүӮж»ҙеҲ°PCBжқҝдёҠзҡ„зҺ°иұЎ;
e. жҜҸе°Ҹж—¶жЈҖжҹҘжіўеі°з„ҠжңәжіўжҳҜеҗҰе№іж•ҙпјҢе–·еҸЈжҳҜеҗҰиў«й”ЎжёЈе өеЎһпјҢй—®йўҳз«ӢеҚіеӨ„зҗҶ;
f. ж“ҚдҪңе‘ҳеңЁз”ҹдә§иҝҮзЁӢдёӯеҰӮеҸ‘зҺ°е·Ҙиүәз»ҷеҮәзҡ„еҸӮж•°дёҚиғҪж»Ўи¶іиҰҒжұӮпјҢдёҚеҫ—иҮӘиЎҢи°ғж•ҙеҸӮж•°пјҢз«ӢеҚійҖҡзҹҘе·ҘзЁӢеёҲеӨ„зҗҶгҖӮ
жҺЁиҚҗзӮ№еҮ»пјҡжіўеі°з„Ҡе·ҘиүәеҸӮж•° жіўеі°з„Ҡзұ»еһӢе’ҢжөҒзЁӢ жіўеі°з„Ҡе’ҢеӣһжөҒз„Ҡе·ҘиүәйЎәеәҸ жіўеі°з„Ҡе’ҢеӣһжөҒз„Ҡе·ҘиүәеҢәеҲ«
 зІӨе…¬зҪ‘е®үеӨҮ 44030602002442еҸ·
зІӨе…¬зҪ‘е®үеӨҮ 44030602002442еҸ·