



波峰焊连锡现象分类及预防【图】
时间:2021-02-03 11:28:53 来源:广晟德波峰焊
有18年波峰焊研发生产经验的广晟德根据十多年的售后服务经验总结出:波峰焊接后线路板出现连锡的六中现象图和如何预防。

1、因线路板过波峰焊时元件引脚过长而产生的连锡现象,元件剪脚预加工时注意:一般元器件管脚伸出长度为1.5-2mm,不超过这个高度这种的不良现象就不会有

长脚连锡
2、因现在线路板工艺设计越来越复杂,引线脚间距越来越密而产生的波峰焊接后连锡现象。改变焊盘设计是解决方法。如减小焊盘尺寸,增加焊盘退出波侧的长度、增加助焊剂活性/减小引线伸出长度也是解决方法。

引脚间距窄连锡
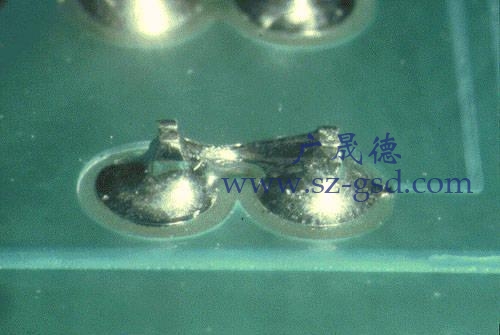
3、波峰焊接后熔融的锡浸润到线路板表面后形成的元器件脚间的连锡现象。这种现象形成的主要原因就是焊盘空的内径过大,或者是元器件的引脚外径过太小

引脚孔大透锡引起的连锡
4、密脚元件密集在个区域而形成的波峰焊接后元件脚连锡

密脚插件引脚连锡
5、因焊盘尺寸过大而形成的波峰焊接连锡
焊盘尺寸过大连锡
6、因元件引脚可焊锡性不良而形成的波峰焊接后元件引脚连锡现象

焊锡不良引起的连锡
预防调整波峰焊接后线路板出现连锡现象的方法 sz-gsd.com
1、按照PCB设计规范进行设计。两个端头Chip的长轴与焊接方向垂直,SOT、SOP的长轴应与焊接方向平行。将SOP后个引脚的焊盘加宽(设计个窃锡焊盘);
2、插装元器件引脚应根据印制板的孔距及装配要求进行成形,如采用短插次焊工艺,焊接面元件引脚露出印制板表面0.8~3mm,插装时要求元件体端正;
3、根据PCB尺寸、是否多层板、元器件多少、有贴装元器件等设置预热温度;
4、锡波温度为250±5℃,焊接时间3~5s。温度略低时,传送带速度应调慢些;
5、更换助焊剂。
波峰焊焊点常见不良现象的对策解决资料分享,欢迎点击下载http://pan.baidu.com/s/1o6yre3o
相关技术文章推荐阅读
| 波峰焊接质量控制关键点 | 波峰焊接助焊剂如何选择 |
| 波峰焊接常见缺陷及解决 | 波峰焊接线路板短路分析 |
 粤公网安备 44030602002442号
粤公网安备 44030602002442号