
回流焊温度设定标准
2023-11-29 分类: 产品知识 作者: 广晟德 阅读量: 962
在回流焊过程中,温度必须控制在适当的范围内,以确保焊接质量和可靠性。对于不同类型的焊接,温度也有所不同。广晟德分享一些回流焊温度设定标准。
在回流焊过程中,温度必须控制在适当的范围内,以确保焊接质量和可靠性。对于不同类型的焊接,温度也有所不同。广晟德分享一些回流焊温度设定标准。

回流焊温度设置分为四个温区,升温区,预热区,回焊区,冷却区,不同的温区设置标准不同。
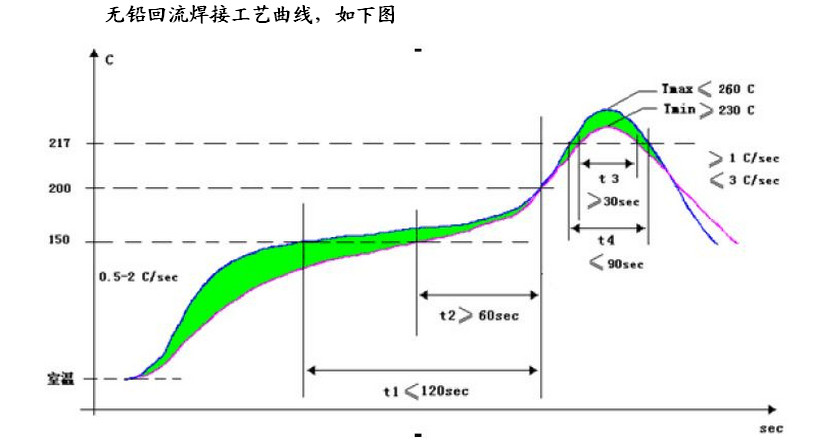
回流焊升温区温度设置:升温速率应设定在2到4℃/秒,在预热区的升温速度过快,容易使锡膏的流移性及成分恶化,容易产生爆珠和锡珠现象。
回流焊预热区温区设置:温度在130到190℃,时间以80到120秒适宜,如果温度过低,则在回流焊后会有焊锡未熔融的情况发生。
回流焊回焊区温度设置:回焊区的温度就是回流焊接的峰值温度,峰值温度设定在240到260℃,熔融时间建议把240℃以上时间调整为30到40秒。
回流焊冷却区温度设置:速率应在4℃/秒。
为了确保回流焊的温度设定标准,我们需要进行精确的测量和控制。我们可以选择使用温度计或其他测量设备来监测温度,以确保温度控制在设定范围内。此外,我们还可以使用一些先进的控制技术,如PID控制、反馈控制等,来确保温度的稳定性和精度。
相关新闻
- 2024-04-26无铅回流焊的优点有哪些
- 2024-04-19详细介绍波峰焊是什么
- 2024-04-22回流焊原理和工艺详细介绍
- 2024-04-15波峰焊平流波和扰流波两个波峰的作用
- 2024-04-12波峰焊助焊剂比重标准
- 2024-04-07回流焊机的正确使用方法
- 2024-04-07回流焊原理及工艺流程
- 2024-04-01波峰焊锡渣很多的原因和减少锡渣方法
- 2024-03-29 波峰焊的机型有哪些
- 2024-03-27如何选择高质量的回流焊机




 400-0599-111
400-0599-111