



жҠҖжңҜиө„ж–ҷ
дә§е“ҒзҹҘиҜҶ
еҪ“еүҚдҪҚзҪ®пјҡйҰ–йЎө >жҠҖжңҜиө„ж–ҷ > дә§е“ҒзҹҘиҜҶж°®ж°”жіўеі°з„Ҡжңәе·ҘдҪңиҝҮзЁӢ
ж—¶й—ҙпјҡ2017-05-12 11:57:55 жқҘжәҗпјҡе№ҝжҷҹеҫ·
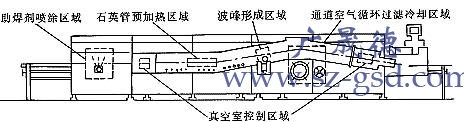
ж°®ж°”жіўеі°з„ҠжңәжҳҜйҮҮз”Ёе…Қжё…жҙ—еҠ©з„ҠеүӮе’ҢеңЁжғ°жҖ§ж°”дҪ“дёӯеҜ№еҚ°еҲ·з”өи·Ҝжқҝе®һзҺ°з„ҠжҺҘзҡ„иЈ…зҪ®пјҢж•ҙжңәеҲҶдёәдә”еӨ§еҢәеҹҹпјҡеҠ©з„ҠеүӮе–·ж¶ӮеҢәеҹҹгҖҒзҹіиӢұз®Ўйў„еҠ зғӯеҢәеҹҹгҖҒжіўеҪўжҲҗеҢәеҹҹгҖҒйҖҡйҒ“з©әж°”еҫӘзҺҜиҝҮж»ӨеҶ·еҚҙеҢәеҹҹе’Ңзңҹз©әе®ӨжҺ§еҲ¶еҢәеҹҹгҖӮ
ж°®ж°”жіўеі°з„Ҡжңәз„ҠжҺҘж—¶пјҢжҠҠз»ҸиҝҮиҙҙзүҮгҖҒеӣһжөҒз„ҠгҖҒжҸ’件зӯүеҗ„йҒ“е·ҘеәҸеҗҺзҡ„еҚ°еҲ·з”өи·ҜжқҝйҖҒдёҠжңәеҷЁзҡ„иҫ“йҖҒй“ҫпјҢз»ҸиҝҮеҠ©з„ҠеүӮеҢәеҹҹж—¶пјҢе–·ж¶Ӯе®ҡжө“еәҰзҡ„дҪҺеӣәжҖҒе…Қжё…жҙ—еҠ©з„ҠеүӮгҖӮе®ҢжҲҗеҚ°еҲ·жқҝзҡ„з„ҠжҺҘеүҚпјҢеҝ…йЎ»е…Ҳиҝӣе…ҘдёӘзңҹз©әе®ӨпјҢжқңеҜҶе°Ғз„ҠжҺҘйҖҡйҒ“дёҺеӨ–з•Ңж°”дҪ“зҡ„жөҒйҖҡпјҢд»ҘдҝқжҢҒйҖҡйҒ“еҶ…зҡ„жғ°жҖ§ж°”дҪ“зҺҜеўғгҖӮ然еҗҺеңЁзҹіиӢұйў„еҠ зғӯеҢәеҹҹеҜ№еҚ°еҲ·з”өи·ҜжқҝиҝӣиЎҢйў„зғӯгҖӮжіўеі°з„Ҡйў„еҠ зғӯе®ҢжҲҗеҗҺиҝӣе…Ҙжіўеі°з„ҠжҺҘеҢәиҝӣиЎҢеҸҢжіўеі°з„ҠжҺҘпјҢе…ҲиҝӣиЎҢеҶІеҮ»жіўеі°з„ҠжҺҘеҶҚиҝӣиЎҢе№іж»‘жіўеі°з„ҠжҺҘгҖӮжіўеі°з„ҠжҺҘе®ҢжҲҗеҗҺеҶҚиҝӣиЎҢејәеҲ¶з©әж°”зҡ„еҫӘзҺҜиҝҮж»ӨеҶ·еҚҙгҖӮ
ж°®ж°”жіўеі°з„Ҡжһ„йҖ еӣҫ
ж°®ж°”жіўеі°з„Ҡжңәз„ҠжҺҘж—¶пјҢжҠҠз»ҸиҝҮиҙҙзүҮгҖҒеӣһжөҒз„ҠгҖҒжҸ’件зӯүеҗ„йҒ“е·ҘеәҸеҗҺзҡ„еҚ°еҲ·з”өи·ҜжқҝйҖҒдёҠжңәеҷЁзҡ„иҫ“йҖҒй“ҫпјҢз»ҸиҝҮеҠ©з„ҠеүӮеҢәеҹҹж—¶пјҢе–·ж¶Ӯе®ҡжө“еәҰзҡ„дҪҺеӣәжҖҒе…Қжё…жҙ—еҠ©з„ҠеүӮгҖӮе®ҢжҲҗеҚ°еҲ·жқҝзҡ„з„ҠжҺҘеүҚпјҢеҝ…йЎ»е…Ҳиҝӣе…ҘдёӘзңҹз©әе®ӨпјҢжқңеҜҶе°Ғз„ҠжҺҘйҖҡйҒ“дёҺеӨ–з•Ңж°”дҪ“зҡ„жөҒйҖҡпјҢд»ҘдҝқжҢҒйҖҡйҒ“еҶ…зҡ„жғ°жҖ§ж°”дҪ“зҺҜеўғгҖӮ然еҗҺеңЁзҹіиӢұйў„еҠ зғӯеҢәеҹҹеҜ№еҚ°еҲ·з”өи·ҜжқҝиҝӣиЎҢйў„зғӯгҖӮжіўеі°з„Ҡйў„еҠ зғӯе®ҢжҲҗеҗҺиҝӣе…Ҙжіўеі°з„ҠжҺҘеҢәиҝӣиЎҢеҸҢжіўеі°з„ҠжҺҘпјҢе…ҲиҝӣиЎҢеҶІеҮ»жіўеі°з„ҠжҺҘеҶҚиҝӣиЎҢе№іж»‘жіўеі°з„ҠжҺҘгҖӮжіўеі°з„ҠжҺҘе®ҢжҲҗеҗҺеҶҚиҝӣиЎҢејәеҲ¶з©әж°”зҡ„еҫӘзҺҜиҝҮж»ӨеҶ·еҚҙгҖӮ
дёәдәҶеҮҖеҢ–еҜҶе°Ғз„ҠжҺҘйҖҡйҒ“еҶ…зҡ„зҺҜеўғпјҢеҮҸе°‘еҗ„з§ҚдёҚеҗҢжҖ§иҙЁзҡ„жҢҘеҸ‘жҖ§зІүе°ҳпјҢж°®ж°”жіўеі°з„ҠжҺҘжңәйҮҮз”ЁдәҶеҘ—з©әж°”еҫӘзҺҜиҝҮж»ӨеҶ·еҚҙиЈ…зҪ®гҖӮе®ғйҖҡиҝҮзҪ®дәҺй”ЎзјёдёҠж–№зҡ„дёӨдёӘеҗёйЈҺеҸЈпјҢеҗёе…ҘеңЁз„ҠжҺҘиҝҮзЁӢдёӯдә§з”ҹзҡ„еӨ§йҮҸжҢҘеҸ‘жҖ§зү©иҙЁпјҢеңЁеҸ°зҰ»еҝғжіөзҡ„дҪңз”ЁдёӢпјҢејәеҲ¶з©әж°”зҡ„еҫӘзҺҜиҝҮж»ӨпјҢ然еҗҺеңЁеӣһйЈҺеҸЈе°Ҷе№ІеҮҖеҶ·еҚҙеҗҺзҡ„з©әж°”йҖҒеӣһеҲ°з„ҠжҺҘйҖҡйҒ“еҶ…гҖӮж•ҙдёӘе·ҘдҪңиҝҮзЁӢжҳҜйҮҮз”ЁеҸҜзј–зЁӢеәҸжҺ§еҲ¶еҷЁ(PLC)жқҘжҺ§еҲ¶зҡ„гҖӮ
зӣёе…іж–Үз« жҺЁиҚҗйҳ…иҜ»пјҡжіўеі°з„ҠжҺҘзұ»еһӢе’Ңж“ҚдҪң规зЁӢ з»ҙдҝ®жіўеі°з„ҠзӮүиғҶж–№жі• жіўеі°з„ҠеӣһжөҒз„ҠеҢәеҲ« жіўеі°з„Ҡеёёи§Ғж•…йҡңжҺ’йҷӨ
 зІӨе…¬зҪ‘е®үеӨҮ 44030602002442еҸ·
зІӨе…¬зҪ‘е®үеӨҮ 44030602002442еҸ·