



жҠҖжңҜиө„ж–ҷ
дә§е“ҒзҹҘиҜҶ
еҪ“еүҚдҪҚзҪ®пјҡйҰ–йЎө >жҠҖжңҜиө„ж–ҷ > дә§е“ҒзҹҘиҜҶLEDзҒҜзҸ иҝҮж— й“…еӣһжөҒз„Ҡжё©еәҰжӣІзәҝи®ҫе®ҡ
ж—¶й—ҙпјҡ2020-08-10 10:55:54 жқҘжәҗпјҡе№ҝжҷҹеҫ·
зӣ®еүҚе·ҘдёҡдёҠйҮҮз”ЁиҫғеӨҡзҡ„ж— й“…еӣһжөҒз„Ҡжё©еәҰжӣІзәҝдё»иҰҒжңүжўҜеҪўжё©еәҰжӣІзәҝе’ҢжёҗеҚҮејҸжё©еәҰжӣІзәҝгҖӮз»“еҗҲе…ёеһӢзҡ„жё©еәҰжӣІзәҝпјҢй’ҲеҜ№3014LEDзҒҜзҸ зҡ„зү№зӮ№е’Ңж— й“…з„Ҡж–ҷ95.5Sn3.8Ag0.7Cuзҡ„жҖ§иғҪпјҢи®ҫи®ЎдәҶж— й“…еӣһжөҒжё©еәҰжӣІзәҝпјҢеҰӮеӣҫжүҖзӨәгҖӮ
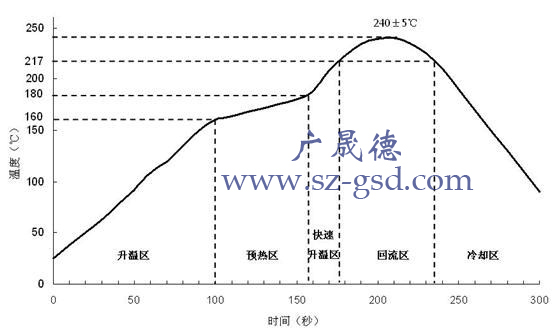
ж— й“…еӣһжөҒз„Ҡйў„зғӯеҢәеҸҲеҸҜеҲҶдёә3дёӘдәҡеҢәпјҢеҲҶеҲ«дёәеҚҮжё©еҢәгҖҒдҝқжё©еҢәе’Ңеҝ«йҖҹеҚҮжё©еҢәгҖӮеңЁеҚҮжё©еҢәпјҢйҮҮз”ЁеҚҮжё©йҖҹзҺҮдёә1.5пҪһ2.5в„ғ/з§’пјҢжңҖеӨ§еҚҮжё©йҖҹзҺҮдёҚи¶…иҝҮ3в„ғ/з§’пјҢж—¶й—ҙдёҚи¶…иҝҮ90з§’зҡ„еҠ зғӯе·ҘиүәпјҢдҪҝжё©еәҰд»Һе·ҘдҪңзҺҜеўғжё©еәҰиҫҫеҲ°130в„ғгҖӮеңЁжӯӨйҳ¶ж®өпјҢLEDзәҝи·ҜжқҝпјҲPCBпјүд»Һе‘ЁеӣҙзҺҜеўғзҡ„жё©еәҰиҫҫеҲ°еӣһжөҒз„ҠжүҖйңҖжҙ»жҖ§жё©еәҰпјҢз„ҠиҶҸеҶ…зҡ„иҫғдҪҺзҶ”зӮ№жә¶еүӮжҢҘеҸ‘пјҢ并йҷҚдҪҺеҜ№е…ғеҷЁд»¶д№ӢзғӯеҶІеҮ»гҖӮеҚҮжё©йҖҹеәҰдёҚиғҪеӨӘеҝ«пјҢеҗҰеҲҷеҸҜиғҪдјҡеј•иө·й”ЎиҶҸдёӯз„ҠеүӮжҲҗеҲҶжҒ¶еҢ–пјҢеҪўжҲҗй”ЎзҗғгҖҒжЎҘжҺҘзӯүзјәйҷ·пјҢеҗҢж—¶дҪҝе…ғеҷЁд»¶жүҝеҸ—иҝҮеӨ§зҡ„зғӯеә”еҠӣиҖҢзҝҳжӣІгҖӮеҸҰеӨ–пјҢиӢҘз„ҠжҺҘжҗәеёҰеӨ§еҠҹзҺҮеӨ§е°әеҜёзҡ„LEDзҒҜзҸ зҡ„PCBж—¶пјҢдёәдәҶдҪҝж•ҙдёӘPCBжё©еәҰеқҮеҢҖпјҢеҮҸе°‘зғӯеә”еҠӣйҖ жҲҗзҡ„зҝҳжӣІзӯүзјәйҷ·пјҢеҸҜеҸӮиҖғзӣёе…ізҡ„зғӯеӨ„зҗҶе·Ҙиүәе’Ңе®һи·өз»ҸйӘҢпјҢеңЁжӯӨеҢәй—ҙиҝӣиЎҢзј“ж…ўеҚҮжё©е’Ңйў„зғӯгҖӮеңЁдҝқжё©еҢәпјҢйҮҮз”Ё<2в„ғ/з§’зҡ„еҚҮжё©йҖҹзҺҮпјҢдҪҝдҝқжё©еҢәжё©еәҰд»ӢдәҺ140пҪһ160в„ғд№Ӣй—ҙпјҢ并дҝқжё©60пҪһ90з§’гҖӮеңЁиҜҘеҢәз„ҠеүӮејҖе§Ӣжҙ»и·ғпјҢ并дҪҝPCBеҗ„йғЁеҲҶеңЁеҲ°иҫҫеӣһжөҒеҢәеүҚж¶Ұж№ҝеқҮеҢҖпјҢз„ҠиҶҸдёӯиҝҳжңүжІЎе®Ңе…ЁжҢҘеҸ‘е®Ңзҡ„жә¶еүӮиҝӣдёҖжӯҘжҢҘеҸ‘гҖӮеңЁеҝ«йҖҹеҚҮжё©еҢәй—ҙпјҢиҝҷдёӘйҳ¶ж®өд№ҹз§°еҠ©з„ҠеүӮжөёж¶ҰеҢәпјҢжё©еәҰеҝ«йҖҹеҚҮиҮіз„ҠиҶҸзҡ„зҶ”зӮ№гҖӮиҝҷдёӘйҳ¶ж®өиҰҒжұӮеҚҮжё©йҖҹзҺҮеҝ«пјҢеҗҰеҲҷз„ҠиҶҸдёӯеҠ©з„ҠеүӮжҙ»жҖ§дјҡйҷҚдҪҺпјҢз„Ҡж–ҷеҗҲйҮ‘еҸ‘з”ҹй«ҳжё©ж°§еҢ–пјҢеҪўжҲҗдёҚиүҜз„ҠжҺҘжҺҘеӨҙгҖӮиҜҘйҳ¶ж®өпјҢеҠ©з„ҠеүӮжё…жҙ—з„ҠжҺҘйқўзҡ„ж°§еҢ–еұӮпјҢ并дҝқжҢҒдёҖе®ҡзҡ„з„ҠжҺҘжҙ»жҖ§пјҢдҫҝдәҺеңЁз„ҠжҺҘеҢәеҪўжҲҗиүҜеҘҪзҡ„йҮ‘еұһй—ҙеҢ–еҗҲзү©жҺҘеӨҙгҖӮ
2гҖҒLEDзҒҜзҸ ж— й“…еӣһжөҒз„ҠжҺҘеҢә
гҖҖгҖҖ
з„ҠжҺҘеҢәпјҲеӣһжөҒеҢәпјүй”ЎиҶҸд»Ҙй«ҳдәҺзҶ”зӮ№д»ҘдёҠжё©еәҰж¶ІзӣёеҪўејҸеӯҳеңЁгҖӮеҜ№дәҺз„Ҡж–ҷ96.5%Sn/3.0%Ag/0.7%CuпјҢжңҖй«ҳжё©еәҰд»ӢдәҺ235пҪһ245в„ғпјҢзҶ”зӮ№225в„ғд»ҘдёҠжҺ§еҲ¶еңЁ40пҪһ60з§’й«ҳиҝҮ230в„ғзҡ„ж—¶й—ҙдёә10пҪһ20з§’гҖӮеңЁжӯӨжё©еәҰеҢәй—ҙпјҢй”ЎиҶҸдёӯзҡ„йҮ‘еұһйў—зІ’зҶ”еҢ–пјҢеҸ‘з”ҹжү©ж•ЈгҖҒжә¶и§ЈгҖҒеҢ–еӯҰеҶ¶йҮ‘пјҢеңЁж¶ІжҖҒиЎЁйқўеј еҠӣдҪңз”ЁдёӢеҪўжҲҗIMCжҺҘеӨҙгҖӮеҗҢж—¶пјҢиӢҘеі°еҖјжё©еәҰиҝҮй«ҳгҖҒеӣһжөҒж—¶й—ҙиҝҮй•ҝпјҢеҸҜиғҪдјҡеҜјиҮҙIMCжҷ¶зІ’иҝҮеӨ§з”ҹй•ҝпјҢеҠӣеӯҰжҖ§иғҪе’Ңз”өжҖ§иғҪеҸ—еҲ°еҪұе“ҚпјҢз„ҠзӮ№й«ҳжё©ж°§еҢ–дёҘйҮҚгҖҒйўңиүІеҸҳжҡ—пјҢеҗҢж—¶зғӯзҶ”е°Ҹзҡ„е…ғеҷЁд»¶еҸҜиғҪеҸ—жҚҹзӯүгҖӮиӢҘжё©еәҰеӨӘдҪҺгҖҒеӣһз„Ҡж—¶й—ҙзҹӯпјҢеҸҜиғҪдјҡйҖ жҲҗз„Ҡж–ҷдёҺPCBдёҚиғҪе®Ңе…Ёж¶Ұж№ҝпјҢеҪўжҲҗзҗғзҠ¶з„ҠзӮ№пјҢеҪұе“ҚеҜјз”өжҖ§иғҪпјҢеҜ№е…·жңүиҫғеӨ§зғӯе®№йҮҸзҡ„е…ғеҷЁд»¶жқҘиҜҙпјҢзғӯйҮҸдёҚи¶іпјҢз„ҠзӮ№иҝһжҺҘдёҚзүўеӣәеҪўжҲҗиҷҡз„ҠгҖӮз„ҠжҺҘеҢәжё©еәҰе’ҢеӣһжөҒж—¶й—ҙзҡ„е·ҘиүәзЎ®е®ҡпјҢеҜ№дәҺзү№е®ҡLEDзҒҜзҸ е’ҢдёҚеҗҢзҡ„PCBпјҢиҝҳжңүеҫ…иҝӣдёҖжӯҘзҡ„з ”з©¶гҖӮ
гҖҖгҖҖ
3гҖҒLEDзҒҜзҸ ж— й“…еӣһжөҒеҶ·еҚҙеҢә
LEDзҒҜзҸ зәҝи·ҜжқҝзҰ»ејҖз„ҠжҺҘеҢәеҗҺпјҢеҹәжқҝиҝӣе…ҘеҶ·еҚҙеҢәгҖӮеңЁжӯӨйҳ¶ж®өпјҢйҷҚжё©йҖҹзҺҮвүӨ4в„ғ/sпјҢиӢҘеҶ·еҚҙйҖҹзҺҮеӨӘеҝ«пјҢе·ЁеӨ§зҡ„зғӯеә”еҠӣеҸҜиғҪдјҡйҖ жҲҗз„ҠзӮ№дә§з”ҹеҶ·иЈӮзә№гҖҒLEDзҒҜзҸ зӮёиЈӮз”ҡиҮійҖ жҲҗPCBзҡ„еҸҳеҪўпјҢдҪҝPCBзҒҜжқЎжҠҘеәҹгҖӮиӢҘеҶ·еҚҙйҖҹзҺҮеӨӘж…ўпјҢз„ҠзӮ№з»“жҷ¶ж—¶й—ҙй•ҝпјҢеҪўж ёзҺҮдҪҺпјҢи¶іеӨҹзҡ„иғҪйҮҸдјҡдҪҝIMCжҷ¶зІ’й•ҝеҫ—иҝҮдәҺзІ—еӨ§пјҢйҡҫд»ҘеҪўжҲҗз»Ҷе°Ҹжҷ¶зІ’зҡ„IMCжҺҘеӨҙпјҢдҪҝз„ҠзӮ№ејәеәҰеҸҳе·®пјҢз”ҡиҮіLEDзҒҜзҸ еҸ‘з”ҹ移дҪҚгҖӮ
жҺЁиҚҗзӮ№еҮ»пјҡе…«жё©еҢәеӣһжөҒз„Ҡ жҖҺж ·и®ҫе®ҡеӣһжөҒз„Ҡжё©еәҰжӣІзәҝ еӣһжөҒз„ҠйҖҹеәҰе’Ңжё©еәҰи®ҫзҪ®дҫқжҚ® еӣһжөҒз„Ҡдё»иҰҒдҪңз”Ё
ж— й“…еӣһжөҒз„Ҡжё©еәҰжӣІзәҝ
гҖҖгҖҖ
ж— й“…еӣһжөҒз„Ҡйў„зғӯеҢәеҸҲеҸҜеҲҶдёә3дёӘдәҡеҢәпјҢеҲҶеҲ«дёәеҚҮжё©еҢәгҖҒдҝқжё©еҢәе’Ңеҝ«йҖҹеҚҮжё©еҢәгҖӮеңЁеҚҮжё©еҢәпјҢйҮҮз”ЁеҚҮжё©йҖҹзҺҮдёә1.5пҪһ2.5в„ғ/з§’пјҢжңҖеӨ§еҚҮжё©йҖҹзҺҮдёҚи¶…иҝҮ3в„ғ/з§’пјҢж—¶й—ҙдёҚи¶…иҝҮ90з§’зҡ„еҠ зғӯе·ҘиүәпјҢдҪҝжё©еәҰд»Һе·ҘдҪңзҺҜеўғжё©еәҰиҫҫеҲ°130в„ғгҖӮеңЁжӯӨйҳ¶ж®өпјҢLEDзәҝи·ҜжқҝпјҲPCBпјүд»Һе‘ЁеӣҙзҺҜеўғзҡ„жё©еәҰиҫҫеҲ°еӣһжөҒз„ҠжүҖйңҖжҙ»жҖ§жё©еәҰпјҢз„ҠиҶҸеҶ…зҡ„иҫғдҪҺзҶ”зӮ№жә¶еүӮжҢҘеҸ‘пјҢ并йҷҚдҪҺеҜ№е…ғеҷЁд»¶д№ӢзғӯеҶІеҮ»гҖӮеҚҮжё©йҖҹеәҰдёҚиғҪеӨӘеҝ«пјҢеҗҰеҲҷеҸҜиғҪдјҡеј•иө·й”ЎиҶҸдёӯз„ҠеүӮжҲҗеҲҶжҒ¶еҢ–пјҢеҪўжҲҗй”ЎзҗғгҖҒжЎҘжҺҘзӯүзјәйҷ·пјҢеҗҢж—¶дҪҝе…ғеҷЁд»¶жүҝеҸ—иҝҮеӨ§зҡ„зғӯеә”еҠӣиҖҢзҝҳжӣІгҖӮеҸҰеӨ–пјҢиӢҘз„ҠжҺҘжҗәеёҰеӨ§еҠҹзҺҮеӨ§е°әеҜёзҡ„LEDзҒҜзҸ зҡ„PCBж—¶пјҢдёәдәҶдҪҝж•ҙдёӘPCBжё©еәҰеқҮеҢҖпјҢеҮҸе°‘зғӯеә”еҠӣйҖ жҲҗзҡ„зҝҳжӣІзӯүзјәйҷ·пјҢеҸҜеҸӮиҖғзӣёе…ізҡ„зғӯеӨ„зҗҶе·Ҙиүәе’Ңе®һи·өз»ҸйӘҢпјҢеңЁжӯӨеҢәй—ҙиҝӣиЎҢзј“ж…ўеҚҮжё©е’Ңйў„зғӯгҖӮеңЁдҝқжё©еҢәпјҢйҮҮз”Ё<2в„ғ/з§’зҡ„еҚҮжё©йҖҹзҺҮпјҢдҪҝдҝқжё©еҢәжё©еәҰд»ӢдәҺ140пҪһ160в„ғд№Ӣй—ҙпјҢ并дҝқжё©60пҪһ90з§’гҖӮеңЁиҜҘеҢәз„ҠеүӮејҖе§Ӣжҙ»и·ғпјҢ并дҪҝPCBеҗ„йғЁеҲҶеңЁеҲ°иҫҫеӣһжөҒеҢәеүҚж¶Ұж№ҝеқҮеҢҖпјҢз„ҠиҶҸдёӯиҝҳжңүжІЎе®Ңе…ЁжҢҘеҸ‘е®Ңзҡ„жә¶еүӮиҝӣдёҖжӯҘжҢҘеҸ‘гҖӮеңЁеҝ«йҖҹеҚҮжё©еҢәй—ҙпјҢиҝҷдёӘйҳ¶ж®өд№ҹз§°еҠ©з„ҠеүӮжөёж¶ҰеҢәпјҢжё©еәҰеҝ«йҖҹеҚҮиҮіз„ҠиҶҸзҡ„зҶ”зӮ№гҖӮиҝҷдёӘйҳ¶ж®өиҰҒжұӮеҚҮжё©йҖҹзҺҮеҝ«пјҢеҗҰеҲҷз„ҠиҶҸдёӯеҠ©з„ҠеүӮжҙ»жҖ§дјҡйҷҚдҪҺпјҢз„Ҡж–ҷеҗҲйҮ‘еҸ‘з”ҹй«ҳжё©ж°§еҢ–пјҢеҪўжҲҗдёҚиүҜз„ҠжҺҘжҺҘеӨҙгҖӮиҜҘйҳ¶ж®өпјҢеҠ©з„ҠеүӮжё…жҙ—з„ҠжҺҘйқўзҡ„ж°§еҢ–еұӮпјҢ并дҝқжҢҒдёҖе®ҡзҡ„з„ҠжҺҘжҙ»жҖ§пјҢдҫҝдәҺеңЁз„ҠжҺҘеҢәеҪўжҲҗиүҜеҘҪзҡ„йҮ‘еұһй—ҙеҢ–еҗҲзү©жҺҘеӨҙгҖӮ
2гҖҒLEDзҒҜзҸ ж— й“…еӣһжөҒз„ҠжҺҘеҢә
гҖҖгҖҖ
з„ҠжҺҘеҢәпјҲеӣһжөҒеҢәпјүй”ЎиҶҸд»Ҙй«ҳдәҺзҶ”зӮ№д»ҘдёҠжё©еәҰж¶ІзӣёеҪўејҸеӯҳеңЁгҖӮеҜ№дәҺз„Ҡж–ҷ96.5%Sn/3.0%Ag/0.7%CuпјҢжңҖй«ҳжё©еәҰд»ӢдәҺ235пҪһ245в„ғпјҢзҶ”зӮ№225в„ғд»ҘдёҠжҺ§еҲ¶еңЁ40пҪһ60з§’й«ҳиҝҮ230в„ғзҡ„ж—¶й—ҙдёә10пҪһ20з§’гҖӮеңЁжӯӨжё©еәҰеҢәй—ҙпјҢй”ЎиҶҸдёӯзҡ„йҮ‘еұһйў—зІ’зҶ”еҢ–пјҢеҸ‘з”ҹжү©ж•ЈгҖҒжә¶и§ЈгҖҒеҢ–еӯҰеҶ¶йҮ‘пјҢеңЁж¶ІжҖҒиЎЁйқўеј еҠӣдҪңз”ЁдёӢеҪўжҲҗIMCжҺҘеӨҙгҖӮеҗҢж—¶пјҢиӢҘеі°еҖјжё©еәҰиҝҮй«ҳгҖҒеӣһжөҒж—¶й—ҙиҝҮй•ҝпјҢеҸҜиғҪдјҡеҜјиҮҙIMCжҷ¶зІ’иҝҮеӨ§з”ҹй•ҝпјҢеҠӣеӯҰжҖ§иғҪе’Ңз”өжҖ§иғҪеҸ—еҲ°еҪұе“ҚпјҢз„ҠзӮ№й«ҳжё©ж°§еҢ–дёҘйҮҚгҖҒйўңиүІеҸҳжҡ—пјҢеҗҢж—¶зғӯзҶ”е°Ҹзҡ„е…ғеҷЁд»¶еҸҜиғҪеҸ—жҚҹзӯүгҖӮиӢҘжё©еәҰеӨӘдҪҺгҖҒеӣһз„Ҡж—¶й—ҙзҹӯпјҢеҸҜиғҪдјҡйҖ жҲҗз„Ҡж–ҷдёҺPCBдёҚиғҪе®Ңе…Ёж¶Ұж№ҝпјҢеҪўжҲҗзҗғзҠ¶з„ҠзӮ№пјҢеҪұе“ҚеҜјз”өжҖ§иғҪпјҢеҜ№е…·жңүиҫғеӨ§зғӯе®№йҮҸзҡ„е…ғеҷЁд»¶жқҘиҜҙпјҢзғӯйҮҸдёҚи¶іпјҢз„ҠзӮ№иҝһжҺҘдёҚзүўеӣәеҪўжҲҗиҷҡз„ҠгҖӮз„ҠжҺҘеҢәжё©еәҰе’ҢеӣһжөҒж—¶й—ҙзҡ„е·ҘиүәзЎ®е®ҡпјҢеҜ№дәҺзү№е®ҡLEDзҒҜзҸ е’ҢдёҚеҗҢзҡ„PCBпјҢиҝҳжңүеҫ…иҝӣдёҖжӯҘзҡ„з ”з©¶гҖӮ
гҖҖгҖҖ
3гҖҒLEDзҒҜзҸ ж— й“…еӣһжөҒеҶ·еҚҙеҢә
LEDзҒҜзҸ зәҝи·ҜжқҝзҰ»ејҖз„ҠжҺҘеҢәеҗҺпјҢеҹәжқҝиҝӣе…ҘеҶ·еҚҙеҢәгҖӮеңЁжӯӨйҳ¶ж®өпјҢйҷҚжё©йҖҹзҺҮвүӨ4в„ғ/sпјҢиӢҘеҶ·еҚҙйҖҹзҺҮеӨӘеҝ«пјҢе·ЁеӨ§зҡ„зғӯеә”еҠӣеҸҜиғҪдјҡйҖ жҲҗз„ҠзӮ№дә§з”ҹеҶ·иЈӮзә№гҖҒLEDзҒҜзҸ зӮёиЈӮз”ҡиҮійҖ жҲҗPCBзҡ„еҸҳеҪўпјҢдҪҝPCBзҒҜжқЎжҠҘеәҹгҖӮиӢҘеҶ·еҚҙйҖҹзҺҮеӨӘж…ўпјҢз„ҠзӮ№з»“жҷ¶ж—¶й—ҙй•ҝпјҢеҪўж ёзҺҮдҪҺпјҢи¶іеӨҹзҡ„иғҪйҮҸдјҡдҪҝIMCжҷ¶зІ’й•ҝеҫ—иҝҮдәҺзІ—еӨ§пјҢйҡҫд»ҘеҪўжҲҗз»Ҷе°Ҹжҷ¶зІ’зҡ„IMCжҺҘеӨҙпјҢдҪҝз„ҠзӮ№ејәеәҰеҸҳе·®пјҢз”ҡиҮіLEDзҒҜзҸ еҸ‘з”ҹ移дҪҚгҖӮ
жҺЁиҚҗзӮ№еҮ»пјҡе…«жё©еҢәеӣһжөҒз„Ҡ жҖҺж ·и®ҫе®ҡеӣһжөҒз„Ҡжё©еәҰжӣІзәҝ еӣһжөҒз„ҠйҖҹеәҰе’Ңжё©еәҰи®ҫзҪ®дҫқжҚ® еӣһжөҒз„Ҡдё»иҰҒдҪңз”Ё
 зІӨе…¬зҪ‘е®үеӨҮ 44030602002442еҸ·
зІӨе…¬зҪ‘е®үеӨҮ 44030602002442еҸ·