



有铅和无铅回流焊炉温工艺要求
时间:2020-10-19 15:04:14 来源:广晟德
生产不同的产品,使用不同的原材料(PCB基板的材料、厚度、贴片的类型等),使用不同的焊锡膏,温度设置都会有所不同。但是有铅产品和无铅产品回流焊接工艺设置要求基本是一样的,广晟德回流焊这里分享一下有铅和无铅回流焊炉温工艺要求。
1、起始温度40℃到120℃时的温升率为1—3℃/S;
2、120℃—175℃时的恒温时间要控制在60—120秒;
3、高过183℃的时间要控制在45—90秒之间;
4、高过200℃的时间控制在10—20秒,最高峰值在220℃±5℃;
5、降温率控制在3—5℃/S之间为好;
6、一般炉子的传送速度控制在70—90CM/Min为佳。
无铅回流焊炉温工艺要求

1、起始温度40℃到150℃时的温升率为1—3℃/S;
2、150℃—200℃时的恒温时间要控制在60—120秒;
3、高过217℃的时间要控制在30—70秒之间;
4、高过230℃的时间控制在10—30秒,最高峰值温度在240℃±5℃;
5、降温率控制在3—5℃/S之间为好;
6、一般炉子的传送速度控制在70—90cm/min为佳。
在生产双面板时第二面温度相应的要比第一面的温度稍低点,贴第二面(二次)过炉时,相对应的下温区不能与上温区设定参数值差异太大,一般在5—10℃左右。a、如果差异太大了会导致锡膏内需要蒸发的气流不能完全的蒸发(产生气泡);b、一般第一次焊接后的锡在第二次过炉时,它的熔点温度会比第一次高10%左右。
有铅回流焊炉温工艺要求
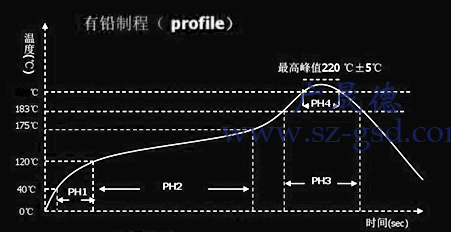
1、起始温度40℃到120℃时的温升率为1—3℃/S;
2、120℃—175℃时的恒温时间要控制在60—120秒;
3、高过183℃的时间要控制在45—90秒之间;
4、高过200℃的时间控制在10—20秒,最高峰值在220℃±5℃;
5、降温率控制在3—5℃/S之间为好;
6、一般炉子的传送速度控制在70—90CM/Min为佳。
无铅回流焊炉温工艺要求
1、起始温度40℃到150℃时的温升率为1—3℃/S;
2、150℃—200℃时的恒温时间要控制在60—120秒;
3、高过217℃的时间要控制在30—70秒之间;
4、高过230℃的时间控制在10—30秒,最高峰值温度在240℃±5℃;
5、降温率控制在3—5℃/S之间为好;
6、一般炉子的传送速度控制在70—90cm/min为佳。
在生产双面板时第二面温度相应的要比第一面的温度稍低点,贴第二面(二次)过炉时,相对应的下温区不能与上温区设定参数值差异太大,一般在5—10℃左右。a、如果差异太大了会导致锡膏内需要蒸发的气流不能完全的蒸发(产生气泡);b、一般第一次焊接后的锡在第二次过炉时,它的熔点温度会比第一次高10%左右。
 粤公网安备 44030602002442号
粤公网安备 44030602002442号