



ццЏшЕц
щЎщЂшЇЃхГ
хНхфНчНЎяМщІщЁЕ >ццЏшЕц > щЎщЂшЇЃхГцГЂхГАчцЅфИцК щЁч шЇЃхГцЙцЁ
цЖщДяМ2013-09-26 10:08:42 цЅцКяМцЌчЋ
цГЂхГАчцЅфИчКПшЗЏцПччщДччМшЁЈщЂцК цхАччцщЂчВхНЂцхЄфНчЉяМхНБхчЕхфКЇхчцЃхИИхЗЅфНяМчщ цщхЄЇфКц у
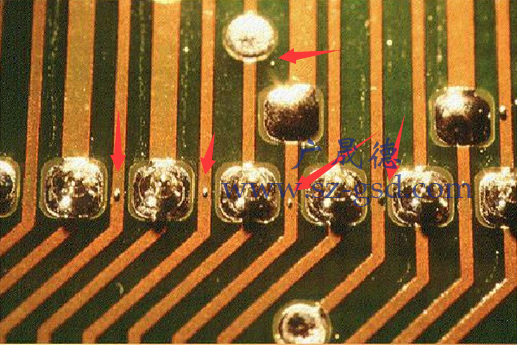
цГЂхГАчщЁч
хИИшЇчцГЂхГАчцЅфИцК
щЁч хНЂцх чД фИшЇЃхГцЙцГ
| хНЂцхх | шЇЃхГхцГ |
| PCBхЈхЖщ цх шЃ шПчЈфИхцНЎ | цЙшПPCBхЖщ хх шЃ хЗЅшК |
| PCBхх хЈфЛЖцхАххЈхЎшЃ чКПфИцЛчцЖщДшПщП | чМЉчцЛчцЖщДяМфЛPCBхМхАя шДДшЃ я цГЂхГАчцЅхКхЈ24hх хЎц |
| хЉчххЗщОщшПхЄЇцчЎЁчфИхН | шАцДхЉчххЗщОщяМхЗхЎхцВЛх ЗхКщЂцЛДшНчАшБЁяМх хМКхЉчхччЎЁчяМчЈхЄхАяМххЄхАххяМ |
| PCBшЎОшЎЁцЖцЊфНчхц | PCBфИчКПхщЂчяМPCBхИчКПххЎшЃ шЎОшЎЁххКфНчхцяМщПх цПщЂхБщЈхНЂцхЄЇщчхИчхК |
| щЂчцИЉхКІхфНцхщЋ | хчхАщцЉщЂчцИЉхКІхцЖщД |
| щщЖфЛЖхЏщ | шЎОшЎЁфИхКхАНщщПх хЄЇщщчЈщщЖчхМшяМх фИКшПщчщЖхЈцГЂхГАчцЅфИцфКЇчцАфН |
| чццГЂхНЂчЖщцЉфИхщ | чццГЂхНЂчЖхКфПшЏчццК шНшПчЈфИхчшПхЇчцхЛшПхЈяМщПх х цхЛхЛхКхАщЁч |
| чЏхЂцИЉхКІ | цГЂхГАчцЅхКцхКфПцхЈ24+-5хКІяМчИхЏЙцЙПхКІфИхКшЖ шП65% |
| хщЁцЗБхКІхЄЊцЗБяМцВЛх ЗхКщЂфИцГЂхГАчхЃщДщДщхОхАяМщЁцЕфИч | шАцДхщЁцЗБхКІцфМ щхОшЇяМфПцщЁцЕч щу |
 чВЄх
ЌчНхЎхЄ 44030602002442хЗ
чВЄх
ЌчНхЎхЄ 44030602002442хЗ