



波峰焊温度曲线参数控制
时间:2021-02-01 11:03:45 来源:广晟德
如果要得到标准的波峰焊温度曲线值,就要对波峰焊温度曲线测量的各个参数进行有效的控制,下面广晟德波峰焊来分别给大家分享一下。
波峰焊设备
一、如果在测量波峰焊温度曲线时使用的PCB板为产品的原型板,则所有的温度应在助焊剂厂推荐的范围内(助焊剂参数 资料),如果在测量波峰焊温度曲线时使用的 PCB板为温度曲线测量专用样板,则所测的温度应比相应的助焊剂厂推荐的范围高10-15℃。所谓样板,即因原型板尺寸太小或板太薄而法容下或承受测试仪另选用的PCB板。
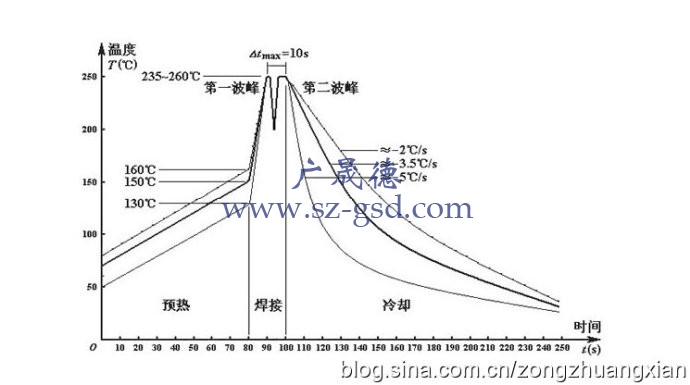
波峰焊温度曲线
二、对于线路板焊点面有SMT元件(印胶或点胶),不需要用波峰焊模具的产品,焊点面浸锡前实测预热温度与波1高 温度的落差控制小于150℃。
三、对于使用二个波的产品,波1与波2间的下降后温度值:有铅控制在170℃以上,铅控制在200℃以上,防止二次焊接。
四、对于有铅产品波峰焊接后采用自然风冷却,对于铅产品波峰焊接后采用制冷压缩机强制制冷,焊接后冷却要求:
a.每日实测温度曲线高温度下降到200℃间的下降速率控制在8℃/S以上;
b.PCB板过完波30秒(约在波出口出处位置),焊点温度控制在140℃以下;
c.制冷出风口风速必须控制在2.0-4.0M/S;
d.对制冷压缩机制冷温度设备探头显示温度控制在15℃以下.
五、波峰焊温度测试技术员所测试温度曲线中应标识出以下数据:
a.焊点面标准预热温度的时间和浸锡前预热高温度;b.焊点面高过波温度;
c.焊点面焊接时间;
d.焊点面浸锡时间;
e.焊接后冷却温度的下降斜率。
波峰焊温度曲线能够控制的标准跟波峰焊设备的本身品质有很大的关系,请点击阅读广晟德节能波峰焊详细配置http://www.sz-gsd.com/Product/show/154/521.html
相关技术文章推荐阅读:波峰焊温度曲线图介绍 波峰焊温度曲线的测量要求 波峰焊工艺的基本规范
 粤公网安备 44030602002442号
粤公网安备 44030602002442号