



жҠҖжңҜиө„ж–ҷ
дә§е“ҒзҹҘиҜҶ
еҪ“еүҚдҪҚзҪ®пјҡйҰ–йЎө >жҠҖжңҜиө„ж–ҷ > дә§е“ҒзҹҘиҜҶжіўеі°з„Ҡе–·йӣҫзі»з»ҹз»„жҲҗи®Іи§Ј
ж—¶й—ҙпјҡ2014-12-08 16:48:38 жқҘжәҗпјҡе№ҝжҷҹеҫ·жіўеі°з„Ҡ
жіўеі°з„Ҡе–·йӣҫзі»з»ҹйҮҮз”ЁдәҶжӣҙе…Ҳиҝӣзҡ„еҠ©з„ҠеүӮиЈ…зҪ®е’ҢPLCжҺ§еҲ¶гҖӮе–·йӣҫзі»з»ҹз”ұжқҶж°”зјёгҖҒе–·е’ҖгҖҒе…үз”өејҖе…ігҖҒз”өзЈҒйҳҖзӯүжһ„жҲҗпјҢе…¶жҺ§еҲ¶йғЁеҲҶз”ұPLCзЁӢеәҸиҮӘеҠЁжҺ§еҲ¶пјҢж“ҚдҪңиҖ…еҸӘйЎ»жү“ејҖз•ҢйқўдёҠзҡ„вҖңиҝҗиҫ“вҖқгҖҒвҖң е–·йӣҫвҖқжҢүй’®ејҖе…іпјҢеҪ“жңүPCBз»ҸиҝҮиҝӣжқҝе…үз”өејҖе…іж—¶PLCеҜ№PCBжқҝй•ҝиҝӣиЎҢи®°еҝҶпјҢеҫ…PCBиҫ№жІҝеҲ°иҫҫе–·е’ҖеүҚдёҠж–№ж—¶пјҢPLCжҢҮжҢҘвҖңе–·йӣҫвҖқз”өзЈҒйҳҖе…ҲеҠЁдҪңпјҢжҺҘйҖҡеҺӢзј©з©әж°”пјҢе…Ҳе°Ҷе–·е’Җдёӯж®ӢдҪҷзҡ„еҠ©з„ҠеүӮе–·еҮәпјҢиҫҫеҲ°жё…жҙҒе–·еҸЈзӣ®зҡ„пјҢ然еҗҺеҗҜеҠЁвҖңејҖе’ҖвҖқз”өзЈҒйҳҖгҖҒ вҖң移еҠЁвҖқз”өзЈҒйҳҖпјҢеҠ©з„ҠеүӮеңЁеҺӢзј©з©әж°”зҡ„дҪңз”ЁдёӢйӣҫеҢ–жҲҗдјһзҠ¶пјҢеңЁжқҶж°”зјёдҪңеҫҖеӨҚиҝҗеҠЁзҡ„дҪңз”ЁдёӢеқҮеҢҖе–·ж¶ӮеңЁPCBдёҠпјҢжқҶж°”зјёзҡ„иЎҢзЁӢз”ұжҺҘиҝ‘ејҖе…іжҺ§еҲ¶еңЁPCBе®ҪеәҰиҢғеӣҙеҶ…пјҢзӯүPCBжқҝе°ҫйҖҡиҝҮе–·е’ҖжӯЈдёҠж–№еҗҺпјҢPLCжҢҮжҢҘе…Ҳе…іжҺүвҖңејҖе’ҖвҖқвҖң移еҠЁвҖқз”өзЈҒйҳҖпјҢеҲҮж–ӯеҠ©з„ҠеүӮпјҢж®ӢдҪҷзҡ„еҠ©з„ҠеүӮз”ұвҖңе–·йӣҫвҖқеҺӢзј©з©әж°”е–·еҮәпјҢ延时1-2SпјҢвҖңе–·йӣҫвҖқз”өзЈҒйҳҖе…іж–ӯпјҢзЁӢеәҸз»“жқҹгҖӮ
жіўеі°з„Ҡе–·йӣҫзі»з»ҹеҺҹзҗҶеӣҫ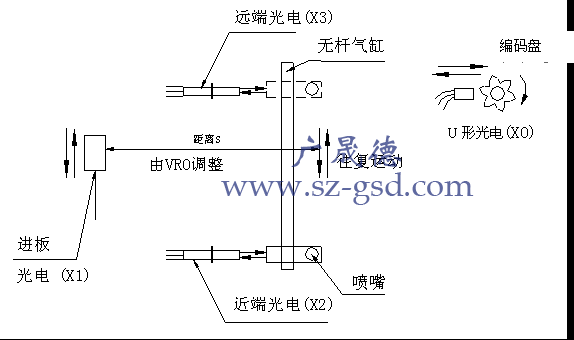
жіўеі°з„Ҡе–·йӣҫзі»з»ҹиғҪиҮӘеҠЁйҖӮеә”иҝҗиҫ“йҖҹеәҰзҡ„еҸҳеҢ–пјҢеҪ“й“ҫзҲӘйҖҹеәҰдҪңи°ғж•ҙеҗҺе®ўжҲ·йЎ»еҜ№е–·йӣҫеҸӮж•°иҝӣиЎҢи°ғж•ҙпјҢPLCеҜ№иҪ¬йҖҹйҖӮеә”д»ҘеҸҠе–·йӣҫзЁӢеәҸеҗҜеҠЁпјҢз”ұе®үиЈ…еңЁиҪ¬еҠЁй“ҫиҪ®иҫ№жІҝзҡ„жҺҘиҝ‘дј ж„ҹеҷЁдј йҖ’и„үеҶІдҝЎеҸ·пјҢPLCйҮҮйӣҶжӯӨдҝЎеҸ·з»ҸеӨҚжқӮзҡ„йҖ»иҫ‘д»ҘеҸҠж•°еӯҰиҝҗз®—дҪңеҮәзӣёеә”зҡ„иҫ“еҮәгҖӮ
жіўеі°з„Ҡз»ҶиҠӮеӣҫ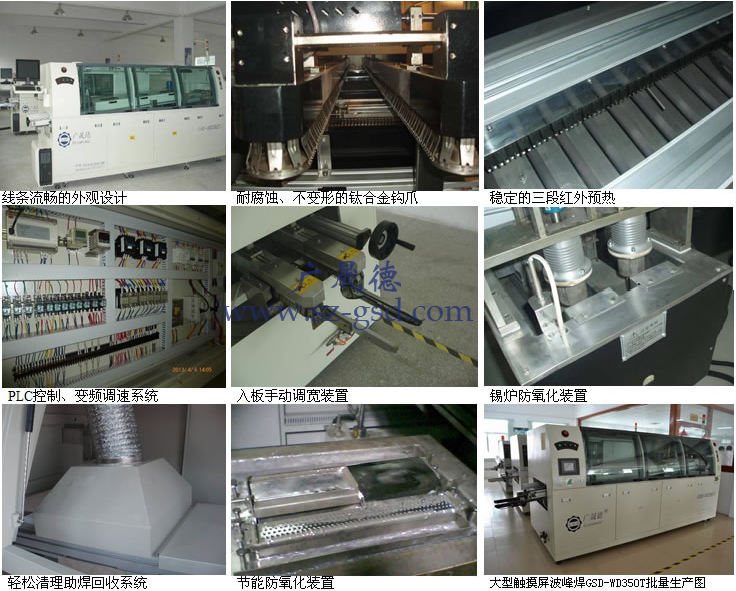
жіўеі°з„Ҡзҡ„е–·йӣҫи·қзҰ»и®ҫе®ҡгҖҒиҝӣжқҝе…үз”өејҖе…іе–·йӣҫзҡ„и·қзҰ»з”ұPLCпјҲFX1SпјүдёҠзҡ„е°Ҹз”өдҪҚеҷЁVROжқҘи®ҫе®ҡпјҢеңЁеҺӮж—¶е·Іж ЎеҘҪпјҢйЎ»еҶҚи°ғпјҢиӢҘиҝӣжқҝе…үз”өејҖе…ізҡ„дҪҚзҪ®еҸ‘з”ҹеҸҳеҢ–пјҢеҲҷйЎ»еҜ№з”өдҪҚеҷЁзҡ„дҪҚзҪ®дҪңзІҫзЎ®и°ғж•ҙпјҢдҝқиҜҒе–·йӣҫзҡ„еҮҶзЎ®жҖ§гҖӮ
зӣёе…іжҠҖжңҜж–Үз« жҺЁиҚҗйҳ…иҜ»
| жіўеі°з„Ҡжё©еәҰжӣІзәҝеӣҫд»Ӣз»Қ | жіўеі°з„ҠеҺҹзҗҶеҸҠе·ҘдҪңжөҒзЁӢи§Ҷйў‘ |
| жіўеі°з„Ҡе·ҘиүәжҠҖжңҜи§Ҷйў‘д»Ӣз»Қ | жіўеі°з„Ҡйў„зғӯзі»з»ҹдҪңдёҡ |
 зІӨе…¬зҪ‘е®үеӨҮ 44030602002442еҸ·
зІӨе…¬зҪ‘е®үеӨҮ 44030602002442еҸ·