



жҠҖжңҜиө„ж–ҷ
дә§е“ҒзҹҘиҜҶ
еҪ“еүҚдҪҚзҪ®пјҡйҰ–йЎө >жҠҖжңҜиө„ж–ҷ > дә§е“ҒзҹҘиҜҶеӣһжөҒз„Ҡжё©еәҰи®ҫзҪ®еӨҡе°‘
ж—¶й—ҙпјҡ2020-10-26 09:36:39 жқҘжәҗпјҡе№ҝжҷҹеҫ·
еӣһжөҒз„Ҡжё©еәҰи®ҫзҪ®йғҪжҳҜд»Ҙй”ЎиҶҸеҺӮ家жҸҗдҫӣзҡ„жё©еәҰжӣІзәҝдёәеҸӮиҖғпјҢеҶҚж №жҚ®е®һйҷ…зҡ„дә§е“Ғе’Ңи®ҫеӨҮзҺҜеўғжқҘи°ғиҜ•и®ҫзҪ®гҖӮеӣһжөҒз„Ҡжё©еәҰеӨҡе°‘пјҹиҝҷдёҖиҲ¬и®Ізҡ„жҳҜжңҖй«ҳеӣһжөҒз„ҠжҺҘжё©еәҰпјҢжңүй“…й”ЎиҶҸзҡ„еӣһжөҒз„ҠжҺҘжё©еәҰеӨ§жҰӮеңЁ215в„ғе·ҰеҸіпјҢж— й“…й”ЎиҶҸз„ҠжҺҘжё©еәҰеңЁ245в„ғе·ҰеҸігҖӮиҝҷд№ҹиҰҒж №жҚ®е®һйҷ…жғ…еҶөпјҢдёҚиғҪз„ҠжҺҘе®һйҷ…иҝҮй•ҝгҖӮ
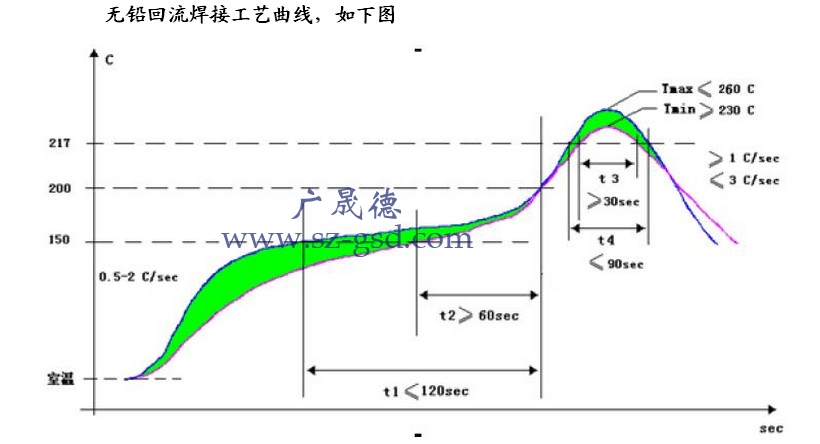
еӣһжөҒз„Ҡжё©еәҰи®ҫзҪ®еҪ“然дёҚиғҪеҸӘи®ҫзҪ®еӣһжөҒз„ҠжҺҘзҡ„жё©еәҰпјҢеӣһжөҒз„Ҡж•ҙдёӘиҝҮзЁӢжҳҜйў„зғӯеҢәгҖҒеқҮзғӯжҒ’жё©еҢәгҖҒеӣһжөҒз„ҠжҺҘеҺ»гҖҒеҶ·еҚҙеҢәгҖӮиҝҷеӣӣеӨ§жё©еҢәзҡ„жё©еәҰи®ҫе®ҡжңүеҫҲеӨ§зҡ„еҸҳеҢ–еҢәеҲ«гҖӮ
1гҖҒеӣһжөҒз„Ҡйў„зғӯеҢәзӣ®зҡ„жҳҜжҠҠй”ЎиҶҸдёӯиҫғдҪҺзҶ”зӮ№зҡ„жә¶еүӮжҢҘеҸ‘иө°гҖӮй”ЎиҶҸдёӯеҠ©з„ҠеүӮзҡ„дё»иҰҒжҲҗеҲҶеҢ…жӢ¬жқҫйҰҷпјҢжҙ»жҖ§еүӮпјҢй»ҸеәҰж”№е–„еүӮпјҢе’Ңжә¶еүӮгҖӮжә¶еүӮзҡ„дҪңз”Ёдё»иҰҒдҪңдёәжқҫйҰҷзҡ„иҪҪдҪ“е’ҢдҝқиҜҒй”ЎиҶҸзҡ„еӮЁи—Ҹж—¶й—ҙгҖӮйў„зғӯеҢәйңҖжҠҠиҝҮеӨҡзҡ„жә¶еүӮжҢҘеҸ‘жҺүпјҢдҪҶжҳҜдёҖе®ҡиҰҒжҺ§еҲ¶еҚҮжё©ж–ңзҺҮпјҢеӨӘй«ҳзҡ„еҚҮжё©йҖҹеәҰдјҡйҖ жҲҗе…ғ件зҡ„зғӯеә”еҠӣеҶІеҮ»пјҢжҚҹдјӨе…ғ件жҲ–еҮҸдҪҺе…ғ件жҖ§иғҪе’ҢеҜҝе‘ҪпјҢеҗҺиҖ…еёҰжқҘзҡ„еҚұе®іжӣҙеӨ§пјҢеӣ дёәдә§е“Ғе·ІжөҒеҲ°дәҶе®ўжҲ·жүӢйҮҢгҖӮеҸҰдёҖдёӘеҺҹеӣ жҳҜеӨӘй«ҳзҡ„еҚҮжё©йҖҹеәҰдјҡйҖ жҲҗй”ЎиҶҸзҡ„еЎҢйҷ·пјҢеј•иө·зҹӯи·Ҝзҡ„еҚұйҷ©пјҢе°Өе…¶еҜ№еҠ©з„ҠеүӮеҗ«йҮҸиҫғй«ҳпјҲиҫҫ10%пјүзҡ„й”ЎиҶҸгҖӮ
2гҖҒеӣһжөҒз„ҠеқҮзғӯжҒ’жё©еҢәзҡ„и®ҫзҪ®дё»иҰҒеә”еҸӮиҖғз„Ҡй”ЎиҶҸдҫӣеә”е•Ҷзҡ„е»әи®®е’ҢPCBжқҝзғӯе®№зҡ„еӨ§е°ҸгҖӮеӣ дёәеқҮзғӯйҳ¶ж®өжңүдёӨдёӘдҪңз”ЁпјҢдёҖдёӘжҳҜдҪҝж•ҙдёӘPCBжқҝйғҪиғҪиҫҫеҲ°еқҮеҢҖзҡ„жё©еәҰпјҲ175в„ғе·ҰеҸіпјүпјҢеқҮзғӯзҡ„зӣ®зҡ„жҳҜдёәдәҶеҮҸе°‘иҝӣе…ҘеӣһжөҒеҢәзҡ„зғӯеә”еҠӣеҶІеҮ»пјҢд»ҘеҸҠе…¶е®ғз„ҠжҺҘзјәйҷ·еҰӮе…ғ件зҝҳиө·пјҢжҹҗдәӣеӨ§дҪ“з§Ҝе…ғ件еҶ·з„ҠзӯүгҖӮеқҮзғӯйҳ¶ж®өеҸҰдёҖдёӘйҮҚиҰҒдҪңз”Ёе°ұжҳҜз„Ҡй”ЎиҶҸдёӯзҡ„еҠ©з„ҠеүӮејҖе§ӢеҸ‘з”ҹжҙ»жҖ§еҸҚеә”пјҢеўһеӨ§з„Ҡ件表йқўж¶Ұж№ҝжҖ§иғҪпјҲеҸҠиЎЁйқўиғҪпјүпјҢдҪҝеҫ—иһҚеҢ–зҡ„з„Ҡй”ЎиғҪеӨҹеҫҲеҘҪең°ж¶Ұж№ҝз„Ҡ件表йқўгҖӮз”ұдәҺеқҮзғӯж®өзҡ„йҮҚиҰҒжҖ§пјҢеӣ жӯӨеқҮзғӯж—¶й—ҙе’Ңжё©еәҰеҝ…йЎ»еҫҲеҘҪең°жҺ§еҲ¶пјҢж—ўиҰҒдҝқиҜҒеҠ©з„ҠеүӮиғҪеҫҲеҘҪең°жё…жҙҒз„ҠйқўпјҢеҸҲиҰҒдҝқиҜҒеҠ©з„ҠеүӮеҲ°иҫҫеӣһжөҒд№ӢеүҚжІЎжңүе®Ңе…Ёж¶ҲиҖ—жҺүгҖӮеҠ©з„ҠеүӮиҰҒдҝқз•ҷеҲ°еӣһжөҒз„Ҡйҳ¶ж®өжҳҜеҝ…йңҖзҡ„пјҢе®ғиғҪдҝғиҝӣз„Ҡй”Ўж¶Ұж№ҝиҝҮзЁӢе’ҢйҳІжӯўз„ҠжҺҘиЎЁйқўзҡ„еҶҚж°§еҢ–гҖӮе°Өе…¶жҳҜзӣ®еүҚдҪҝз”ЁдҪҺж®Ӣз•ҷпјҢе…Қжё…жҙ—пјҲno-cleanпјүзҡ„з„Ҡй”ЎиҶҸжҠҖжңҜи¶ҠжқҘи¶ҠеӨҡзҡ„жғ…еҶөдёӢпјҢз„ҠиҶҸзҡ„жҙ»жҖ§дёҚжҳҜеҫҲејәпјҢдё”еӣһжөҒз„ҠжҺҘзҡ„д№ҹеӨҡдёәз©әж°”еӣһжөҒз„ҠпјҢжӣҙеә”жіЁж„ҸдёҚиғҪеңЁеқҮзғӯйҳ¶ж®өжҠҠеҠ©з„ҠеүӮж¶ҲиҖ—е…үгҖӮ
3гҖҒеӣһжөҒз„Ҡзҡ„еӣһжөҒз„ҠжҺҘеҢәжё©еәҰи®ҫзҪ®пјҢжё©еәҰ继з»ӯеҚҮй«ҳи¶ҠиҝҮеӣһжөҒзәҝпјҲ183в„ғпјүпјҢй”ЎиҶҸиһҚеҢ–并еҸ‘з”ҹж¶Ұж№ҝеҸҚеә”пјҢејҖе§Ӣз”ҹжҲҗйҮ‘еұһй—ҙеҢ–еҗҲзү©еұӮгҖӮеҲ°иҫҫжңҖй«ҳжё©еәҰпјҲ215 в„ғе·ҰеҸіпјүпјҢ然еҗҺејҖе§ӢйҷҚжё©пјҢиҗҪеҲ°еӣһжөҒзәҝд»ҘдёӢпјҢз„Ҡй”ЎеҮқеӣәгҖӮеӣһжөҒеҢәеҗҢж ·еә”иҖғиҷ‘жё©еәҰзҡ„дёҠеҚҮе’ҢдёӢйҷҚж–ңзҺҮдёҚиғҪдҪҝе…ғ件еҸ—еҲ°зғӯеҶІеҮ»гҖӮеӣһжөҒеҢәзҡ„жңҖй«ҳжё©еәҰжҳҜз”ұPCBжқҝдёҠзҡ„жё©еәҰж•Ҹж„ҹе…ғ件зҡ„иҖҗжё©иғҪеҠӣеҶіе®ҡзҡ„гҖӮ
еңЁеӣһжөҒеҢәзҡ„ж—¶й—ҙеә”иҜҘеңЁдҝқиҜҒе…ғ件е®ҢжҲҗиүҜеҘҪз„ҠжҺҘзҡ„еүҚжҸҗдёӢи¶Ҡзҹӯи¶ҠеҘҪпјҢдёҖиҲ¬дёә30-60з§’жңҖеҘҪпјҢиҝҮй•ҝзҡ„еӣһжөҒж—¶й—ҙе’Ңиҫғй«ҳжё©еәҰпјҢеҰӮеӣһжөҒж—¶й—ҙеӨ§дәҺ90з§’пјҢжңҖй«ҳжё©еәҰеӨ§дәҺ230еәҰпјҢдјҡйҖ жҲҗйҮ‘еұһй—ҙеҢ–еҗҲзү©еұӮеўһеҺҡпјҢеҪұе“Қз„ҠзӮ№зҡ„й•ҝжңҹеҸҜйқ жҖ§гҖӮ
4гҖҒеӣһжөҒз„ҠеҶ·еҚҙеҢәзҡ„йҮҚиҰҒжҖ§еҫҖеҫҖиў«еҝҪи§ҶгҖӮеҘҪзҡ„еҶ·еҚҙиҝҮзЁӢеҜ№з„ҠжҺҘзҡ„жңҖеҗҺз»“жһңд№ҹиө·зқҖе…ій”®дҪңз”ЁгҖӮеҘҪзҡ„з„ҠзӮ№еә”иҜҘжҳҜе…үдә®зҡ„пјҢе№іж»‘зҡ„гҖӮиҖҢеҰӮжһңеҶ·еҚҙж•ҲжһңдёҚеҘҪпјҢдјҡдә§з”ҹеҫҲеӨҡй—®йўҳиҜёеҰӮе…ғ件зҝҳиө·пјҢз„ҠзӮ№еҸ‘жҡ—пјҢз„ҠзӮ№иЎЁйқўдёҚе…үж»‘пјҢд»ҘеҸҠдјҡйҖ жҲҗйҮ‘еұһй—ҙеҢ–еҗҲзү©еұӮеўһеҺҡзӯүй—®йўҳгҖӮеӣ жӯӨеӣһжөҒз„ҠжҺҘеҝ…йЎ»жҸҗдҫӣиүҜеҘҪзҡ„еҶ·еҚҙжӣІзәҝпјҢж—ўдёҚиғҪиҝҮж…ўйҖ жҲҗеҶ·еҚҙдёҚиүҜпјҢеҸҲдёҚиғҪеӨӘеҝ«пјҢйҖ жҲҗе…ғ件зҡ„зғӯеҶІеҮ»гҖӮ
и®°дҪҸжңҖдё»иҰҒзҡ„дёҖзӮ№пјҢеңЁи®ҫзҪ®еӣһжөҒз„Ҡжё©еәҰеүҚдёҖе®ҡиҰҒж №жҚ®й”ЎиҶҸеҺӮ家жҸҗдҫӣзҡ„жё©еәҰжӣІзәҝдҪңдёәеҸӮиҖғеҶҚж №жҚ®дёҠйқўжүҖи®Ізҡ„иҝӣиЎҢи°ғж•ҙгҖӮ
жҺЁиҚҗзӮ№еҮ»пјҡе…«жё©еҢәзғӯйЈҺеӣһжөҒз„Ҡ еӣһжөҒз„Ҡжё©еҢәи®ҫе®ҡиҜҰи§Ј ж— й“…е…«жё©еҢәеӣһжөҒз„Ҡжё©еәҰи®ҫзҪ® еӣһжөҒз„Ҡжё©еәҰеҲҶеёғ
 зІӨе…¬зҪ‘е®үеӨҮ 44030602002442еҸ·
зІӨе…¬зҪ‘е®үеӨҮ 44030602002442еҸ·