



ццЏшЕц
щЎщЂшЇЃхГ
хНхфНчНЎяМщІщЁЕ >ццЏшЕц > щЎщЂшЇЃхГхцЕчцИЉхКІцВчКПцшПА
цЖщДяМ2016-11-21 09:28:10 цЅцКяМхЙПцхОЗ
шЁЈщЂщЛчццЏ(SMT, Surface Mount Technology)чхцЕчцКЋхКІцВчКПх цЌщЂчуфПцИЉухчххЗхДхфИЊщЈфЛНяМфЛЅфИфИКцЈфЛчЛщЂчцЎЕфИфПцИЉцЎЕшПфИЄщЈху
хцЕчцИЉхКІцВчКП
(1)щЂчцЎЕ
уушЏЅцЎЕччЎчцЏцхЎЄцИЉччЕшЗЏцПхАНхПЋх чяМфНхПЋщчх чфИшНхПЋхАцПхцщЖфЛЖчцхххЏМшДхЉчхфИцКЖхчфИЇхЄБяМщхИИчх чщчфИК1-3т/чЇу хЈхЎщ чфКЇфИяМхЙЖфИшНшІцБцщцЉцЏчЙчцВчКПхшООхАшОфИКчцГчц хЕяМццЖчБфКх фЛЖхЏхКІуццПхчщЋцИЉхКІчфИххччЙцЇчх ЗхЄЇхЗЎхМцчБфКцПцчфИхххцЕчшНхчщхЖяМфМхЏМшДцфКчЙчцИЉхКІцВчКПцГцЛЁшЖГшІцБяМшПцЖхП щЁЛчЛМххх фЛЖхЏЙцДфИЊчЕшЗЏцПхшНчхНБхшщцЉфИКцхЉчхцЕхцАу
(2)фПцИЉцЎЕ
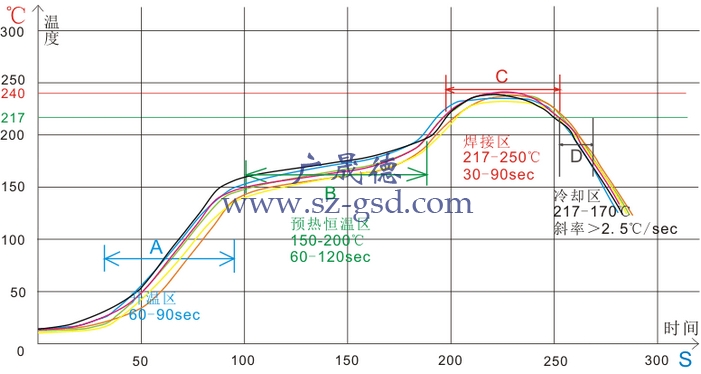
ууцКЖхчцВИчЙхЈ125-150тщДяМфЛфПцИЉцЎЕхМхЇцКЖххАфИцшИхяМц шццОщІхЈ70-100тхМхЇшНЏххцЕхЈяМцІчхяМц шццОщІшНхЈшЂЋчшЁЈщЂшП щцЉцЃяМцКЖшЇЃфКх ЖфИчцДЛцЇхщцЕхЈхЙЖфИщ щЁчВцЋчшЁЈщЂцАЇхчЉшПшЁххКяМфЛЅчЁЎфПщ щЁчВцЋхЈчцЅцЎЕччцЖцЏцИ цДчуфПцИЉцЎЕчцДфИЛшІчЎчцЏфПшЏчЕшЗЏцПфИчх ЈщЈх фЛЖхЈшПх ЅчцЅцЎЕхшООхАчИхчцИЉхКІяМчЕшЗЏцПфИчх фЛЖхИчшНхщхИИцхОхЄЇхЗЎхЋяМццЖщхЛЖщПфПцИЉхЈцяМфНцЏхЄЊщПчфПцИЉхЈцхЏшНхЏМшДхЉчхчфИЇхЄБяМфЛЅшДхЈччхКцГх хччЛхфИцЖІцЙПяМххМБчшчфИщЁшНхяМхЄЊхПЋчцИЉхКІфИхщчфМхЏМшДцКЖхчхПЋщцАхяМхЏшНхМшЕЗхЙхущЁч ччМКщЗяМшшПччфПцИЉхЈцхцГфНПцДЛцЇхх ххцЅхцяМфЙхЏшНщ ццДфИЊчЕшЗЏцПщЂчцИЉхКІчфИхЙГшЁЁяМфЛшхЏМшДфИцВОщЁучхцхМуччЙчЉКцДччМКщЗяМцфЛЅхКц ЙцЎчЕшЗЏцПчшЎОшЎЁц хЕххцЕччхЏЙцЕх чшНхцЅхГхЎфПцИЉхЈцчщПчхцИЉхКІхМушЌфПцИЉцЎЕчцИЉхКІхЈ100-160тщД,фИхчщчфНфКцЏчЇ2хКІяМхЙЖхЈ150тхЗІхГцфИЊ0.5-1хщхЗІхГчхЙГхАцхЉфКцчцЅцЎЕччЋЏхКхщфНхАхАу
(3)ухцЕхК
хцЕхКчщЋцИЉхКІцЏ245хКІяМфНцИЉхКІфИК200хКІяМшООхАхМчцЖщДхЄЇцІцЏ35/SхЗІхГяМхцЕхКчхцИЉчфИКяМ45хКІ/35S=1.3хКІ/S цч
ЇяМхІфНцЃчЁЎчшЎОхЎцИЉхКІцВчКПяМхЏчЅяМцЄцИЉхКІцВчКПшООхАхМчцЖщДхЄЊщПуцДфИЊхцЕчцЖщДхЄЇцІцЏ60S
(4)уцГ хДхК
цГ хДхКчцЖщДфИК100SхЗІхГяМцИЉхКІчБ245хКІщхА45хКІхЗІхГяМцГ хДчщхКІфИКяМ245хКІт45хКІ=200хКІ/100S=2хКІ/S
чИх ГццЏцчЋ цЈшщ шЏЛцЕшЇяМ
| хАххцЕчцК | хЄЇххцЕчцК |
| х ЈшЊхЈщ хцЕчцК | хцЕччччЙчЙчЙхцфЛчЛ |
| хцЕчцИЉхКІцВчКПчцЕшЏ | хцЕчччфМ щцЙхМцхЊх чЇ |
 чВЄх
ЌчНхЎхЄ 44030602002442хЗ
чВЄх
ЌчНхЎхЄ 44030602002442хЗ